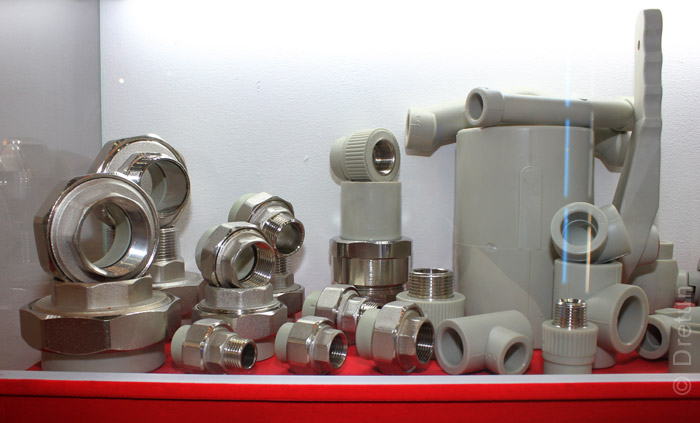
Виды фитингов для металлопластиковых труб
Фитинги для металлопластиковых труб применяются в системах отопления и водоснабжения для создания прочных соединений из различных участков труб. Основные их преимущества — простота монтажа (без использования сварочного оборудования) и возможность подключения участков труб из различных материалов (металлопластика, меди, стали и полипропилена).
В зависимости от типа соединения существуют различные формы фитингов:
- Уголки (выполняют соединение под углом 45-120 градусов);
- Переходники (соединяют участки с различным диаметром);
- Муфты (соединяют две части трубы с одинаковым диаметром);
- Тройники (позволяют создавать ответвление трубы);
- Крестовины (создают разветвления сразу в четыре стороны);
- Заглушки (служат для перекрытия торцов труб).
При выборе этой фурнитуры следует учитывать, что фитинги бывают с переходами на внутреннюю и внешнюю резьбу. Предварительно рассчитывается схема монтажа, в которой предусматривается вся необходимая фурнитура заданного вида и форм.

Если рассматривать фитинги с точки зрения возможности разъема соединения, то выделяют две основные группы:
- Обжимные (встречаются еще названия резьбовые и компрессионные) — относятся к виду разъемных фитингов;
- Пресс-фитинги – служат для создания неразъемного (монолитного) соединения.
- Пресс фитинг
- Обжимной фитинг
- Можно ли повторно использовать
- Какие лучше
- Как снять фитинг с трубы
- Фитинги Far
- Фитинги Valtec
- Фитинги Viega
Пресс фитинг
Использование пресс-фитингов позволяет создавать надежные опрессованные соединения, которые не нуждаются в дальнейшем обслуживании и могут монтироваться без открытого доступа (в стену или короб). Этот вид фурнитуры широко применяется при монтаже теплого пола.
При создании соединений с пресс — фитингами не обойтись без специального оборудования – пресс-машины или пресс-клещей, которые подразумевают наличие хотя бы минимальных навыков работы по обжиму.
Пресс-фитинги выпускаются в трех вариантах: муфта, угольник и тройник. А их конструкция состоит из двух частей – обжимной гильзы и непосредственно корпуса, внутри которого находятся диэлектрические кольца и прокладка.

Алгоритм установки соединения с пресс-фитингом:
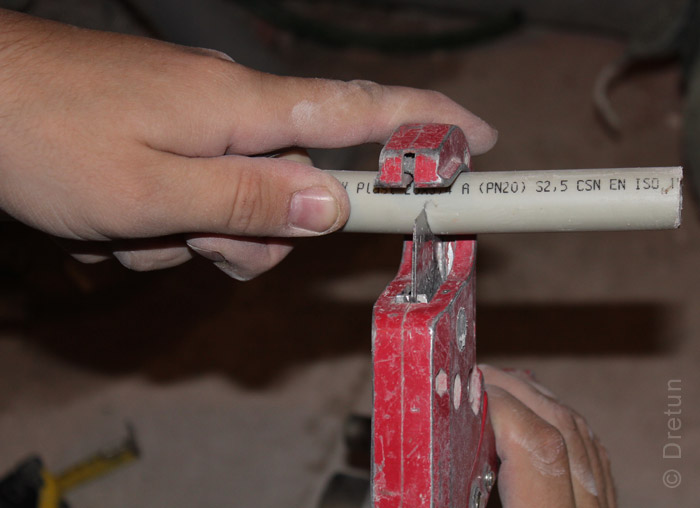
- Специальными ножницами отрезать и выровнять отмеченный участок трубы.
- С помощью калибратора удалить внутреннюю и внешнюю фаски.
- По необходимости, немного увеличить диаметр трубы с применением развертки.
- Удостовериться, что внутри изделия есть диэлектрические кольца и прокладка.
- Накрутить трубу на штуцер фитинга до ее появления в круглом отверстии основания гильзы.
- Выполнить опрессовку соединения с помощью пресс-оборудования (бортик гильзы должен войти в специальное углубление пресс-насадки).
 Схема устройства пресс фитинга
Схема устройства пресс фитинга
Обжимной фитинг
Монтаж трубопровода с использованием обжимных фитингов можно произвести, имея в наличии всего два разводных ключа. Минимум инструментов и простота используемой технологии – главные достоинства данных фитингов. В любой момент их можно разобрать, поменять уплотнительные кольца и вновь установить в систему. Но они дороже, чем пресс-фитинги и требуют регулярного обслуживания – 1 раз в год на каждом фитинге подтягивается обжимная гайка, поэтому их устанавливают с открытым доступом. Особенно это относится к системам горячего водоснабжения и отопления, так как постоянные перепады температур в трубах приводят к ослаблению уплотнительных колец.

Устройство обжимного фитинга чуть сложнее, чем пресс-фитинга, и состоит из следующих частей:
- Корпус из латуни;
- Обжимное кольцо с разрезом;
- Резиновая прокладка;
- Накидная гайка.
 Схема устройства обжимного фитинга
Схема устройства обжимного фитинга
Рассмотрим, как по шагам поставить обжимной фитинг:
- Отрезать и выровнять участки трубы заданных размеров.
- Выполнить обработку срезов с помощью калибратора и развертки.
- Выкрутить с фитинга накидную гайку и обжимное кольцо и одеть их на трубу.
- Немного прокручивая, насадить край трубы на штуцер – торец трубы должен полностью упереться в кромку фитинга.
- Закрутить гайку поверх кольца сначала вручную, затем используя два разводных ключа. Закручивать осторожно, чтобы не деформировалось кольцо.
Можно ли повторно использовать
Совсем другая ситуация с обжимными фитингами – их можно снять, разобрать, заменить прокладки и вновь запустить в эксплуатацию. На практике, такую разборку-сборку можно выполнять до 4 раз.
Какие лучше
При выборе фитингов следует учитывать, в какую систему трубопроводов их будут устанавливать. В случае циркуляции по трубам только холодной воды, соединения с обжимными фитингами могут не обслуживаться – гарантированный срок службы 7-12 лет без протекания. И при появлении капель на фитинге достаточно подтянуть гайку, или более сложный вариант – снять его с трубы, заменить изношенную деталь и вновь поставить.
Соединение с пресс-фитингом создается один раз, поэтому требуется качественный монтаж с соблюдением всех технологических приемов. Один недостаток – необходимо иметь (можно взять в аренду) пресс-машину или другое пресс-оборудование. Этот вид фитингов вообще не требует контроля и обслуживания. Поэтому, при выборе фурнитуры известных брендов и правильно выполненном монтаже, можно забыть о таком соединении на весь период эксплуатации. Еще одно достоинство – цена пресс-фитинга в 1,5 раза дешевле, чем обжимного.
Как снять фитинг с трубы
При возникновении течи или добавлении в систему новых узлов необходимо снять фитинг с трубы, если это разъемный фитинг или полностью вырезать узел, если это пресс-фитинг. В случае обжимного (разъемного) фитинга следует выполнить следующие действия:
- Перекрыть воду до места разъединения трубы.
- С помощью разводного ключа соответствующего размера, открутить гайку на один оборот.
- Придерживая трубу, немного открутить штуцер.
- И поворачивая попеременно, то гайку, то штуцер, полностью выкрутить фитинг.

Фитинги Far
Корпус изготавливается из латуни и дополнительно обрабатывается оловом. Рабочая температура 95 градусов. В пресс-фитингах используется двухраструбная гильза из нержавеющей стали с 6 окошками, полипропиленовый ограничитель и уплотнительное кольцо из этиленпропиленового каучука (EPDM). Внешняя поверхность штуцеров — с дополнительным кремниевым покрытием (включая кольца). Особенность фитингов Far – выполнение монтажа допускается без снятия фасок на трубе, так как уплотнительные кольца утоплены в поверхность штуцера.

Фитинги Valtec
Фитинги торговой марки Valtec (Россия/Италия) характеризуются рабочей температурой до 115 градусов. Их типоразмеры соответствуют существующим диаметрам труб (16х2, 20х2, 26х3, 32х3 мм).
Корпус и накидная гайка обжимных фитингов изготовлены из сантехнической латуни с никелевым покрытием, уплотнители – каучук EPDM. В конструкции предусмотрены два уплотнительных кольца, диэлектрическая прокладка и буртик для ограничения захода резьбы во встречный соединитель.

Пресс-фитинги Valtec изготовлены методом горячей штамповки из латуни, покрыты никелем. Присутствует пресс-гильза из нержавеющей стали, уплотнительные кольца (EPDM) и фиксатор (диэлектрическая прокладка) из нейлона.
Фитинги Viega

Продукция торговой марки Viega – это высококачественные фитинги из бронзы и латуни различных модификаций. Особенность фитингов Viega – наличие медных и бронзовых изделий под пайку для медных труб.
Повторная сварка ППР
Кто нибудь пробовал повторно сваривать полипропилен?
Например, приварил фитинг неправильно, отрезал, высверлил дырку и снова приварил?
ShadowMen написал :
Например, приварил фитинг неправильно, отрезал, высверлил дырку и снова приварил?
Нельзя так делать. Учитывая дешевизну ПП труб и фитингов, это глупо.
serges написал :
высверлил дырку и снова приварил
Так нельзя.
В смысле совсем нельзя.
Я ошибался один раз – вварил слишком длинную трубу. Решается вырезанием лишнего и установкой муфты.
Еще в одном месте – не хватило материалов – наварил заглушку, потом срезал и продолжил как полагается.
Если очень хочется то можно . но не стоит. повторная сварка имеет гораздо меньшую прочность соединения. -” овчинка выделки не стоит”
я вот на днях повторно приваривал подсоединение к котлу – пока все нормально
Там была старая муфта – я её аккуратно обточил на наждаке и переварил
Само подсоединение стоит >4 у.е.
lvv написал :
Само подсоединение стоит >4 у.е.
Для себя экономили или для Заказчика? Соседи снизу есть?
А сколько стоит потоп? Или сгоревший без теплоносителя котёл?
Тем более, что соединение на котле, где велики температурные колебания. А с коэффициентом температурного расширения у ПП не очень – он слишком велик, сответственно трубы на отоплении нужно применять только армированные. На них тоже сэкономили?
Я паял один раз кран на гвс, вырезав ножом из раструбов старую трубу. Вышло супер, даже опрессовку выдержал. Простояло ровно ночь, пока с утра мы новый не привезли и не припаяли.
Уверен, что все-таки немного лукавят те, кто говорит: “Да че там, не жалко нисколечко пропадающей комбинированной муфты за 4уе, выбросим ее без сожаления, ведь НАДЕЖНОСТЬ прежде всего и т.д. и т.п.”.
Признайтесь, жалко ведь вещь в мусор выбрасывать?
Так почему бы не подумать головой и повторно ПРИМЕНИТЬ сей продукт технологий, дающих безграничные возможности по реконструкции?
А надо всего лишь взять испорченный фитинг и высверлить отверстие под сварку, но не прежнего размера, а под трубу на шаг меньше. И прочность соединения не потеряем, и муфта дольше прослужит.
RE:MONTER написал :
Признайтесь, жалко ведь вещь в мусор выбрасывать?
Признаюсь, жалко было выкидывать муфту ВР 11/4 -40, и не выкинул, отрезал кусок трубы подленнее и убрал, вдруг пригодится.
RE:MONTER написал :
Уверен, что все-таки немного лукавят те, кто говорит
А вот нифига не лукавят. И на то несколько причин:
Монтаж трубопроводов из ПП – одна из сфер моей профессиональной деятельности, а ведь не секрет, что кроилово чревато попадаловом.
А еще причины такие:
- моё время и деловая репутация стоят несколько
 дороже 4-х у.е.
дороже 4-х у.е. - при возникновении проблем с этим соединением, даже если не будет прямого ущерба от потопа, будет нанесен значительный ущерб первому пункту
Ничего не имею против того, когда повторное использование детали, восстановленной по описанному методу, производится на свой страх и риск, например в поливочном водопроводе на даче, где гарантированно не пострадает никто, кроме собственно кроильщика.
Кстати, очень помогает сгладить страдания от потери фитинга формула – кто не работает, тот не ошибается. Главное не ошибаться дважды.
 дороже 4-х у.е.
дороже 4-х у.е.Пробовал так делать, т.к.под рукой не было необходимых фитингов для переделки. С такой “заморочкой” закрытая система отопления с давлением 1,5 атм отработала уже два отопительных сезона в своём частном доме.
RE:MONTER написал:
Уверен, что все-таки немного лукавят те, кто говорит: “Да че там, не жалко нисколечко пропадающей комбинированной муфты за 4уе, выбросим ее без сожаления, ведь НАДЕЖНОСТЬ прежде всего и т.д. и т.п.”.
Признайтесь, жалко ведь вещь в мусор выбрасывать?
Так делают от недостатка опыта.
Когда приходит опыт, становится нежалко (начинаешь понимать, к чему может привести экономия).
В крайнем случае, отрезается вместе с куском трубы, чтобы использовать полноценно в другом месте.
А выковыривать, рассверливать – свойства пластика-то уже не вернешь (появляется хрупкость, т.к. уже нагревали до плавления). Даже вторсырье используется не на 100%, а только как добавка к “чистому” сырью.
Поверьте, если руки не из ж..пы, то одноразовая потеря 4у.е. – не такая уж большая трата. Зато сон будет спокойней.
Другое дело, когда запорол уже 100 деталей по 4у.е каждая, тогда да, их жалко выбрасывать.
Но повторное использование в таком случае оправдано тем, что у такого рукожопа все потечет в любом случае – что с новыми деталями, что с “рассверленными/перепаянными”
ПС. Ну вот, Doka2 занекропостил, а я повелся.
Пайка полипропиленовых труб – подготовка и соединение
Рассмотрим, как соединить способом пайки полипропиленовые трубы при монтаже систем отопления, а также горячего и холодного водоснабжения в бане или доме. В настоящее время эти трубы применяются во всех системах водоснабжения и отопления, независимо от того, прокладывается новый трубопровод или производится ремонт старой системы подвода воды или тепла.
Содержание
 Достаточно сказать, что сегодня около 70 % всех выпускаемых промышленностью труб изготавливаются из полипропилена. Несмотря на то, что металлопластиковые трубы также имеют достаточную популярность среди профессионалов-сантехников и любителей, выбор в пользу полипропилена очевиден. Монтаж полипропиленовых трубопроводов может сделать любой человек, даже не имея профессиональной подготовки, будь это квартира, загородный дом, русская баня, сауна или какая-нибудь хозяйственно-техническая постройка.
Достаточно сказать, что сегодня около 70 % всех выпускаемых промышленностью труб изготавливаются из полипропилена. Несмотря на то, что металлопластиковые трубы также имеют достаточную популярность среди профессионалов-сантехников и любителей, выбор в пользу полипропилена очевиден. Монтаж полипропиленовых трубопроводов может сделать любой человек, даже не имея профессиональной подготовки, будь это квартира, загородный дом, русская баня, сауна или какая-нибудь хозяйственно-техническая постройка.
Какие факторы заставляют выбрать именно полипропиленовые трубы
Чем же, все-таки, они хороши? Да все очень просто – это простота монтажа и высокое качество работы, доступность в торговых сетях, невысокая стоимость, надежность и долговечность, возможность использования во всех системах домашнего водоснабжения и отопления, отсутствие коррозии и наростов. Кроме того, полипропиленовые трубы могут с успехом применяться при:
- подаче питьевой воды;
- прокладке газопроводных линий;
- монтаже водостоков;
- транспортировке, отводе или подачи химически агрессивных жидкостей.
Думаю, что этого достаточно, чтобы сделать выбор труб в пользу полипропилена. От себя могу добавить, что это действительно так. Проложив не один десяток полипропиленовых трубопроводов, все соединения работают исправно, во всяком случае, ни в одном соединении протечек не наблюдалось, то есть брак в работе практически равен нулю.
Что нужно для сварки полипропиленовых труб своими руками
Инструмент, приспособления и вспомогательные материалы
Главное, что надо приобрести или взять в аренду – это аппарат (паяльник) для полипропиленовых труб. Возможно, у Вас есть знакомый, который даст Вам его на время. Для владельцев же загородных участков с домом, баней и хозяйственными постройками, в которых будет водопровод, он просто необходим.  Можно не только без проблем проложить любой трубопровод, но и, если надо, отремонтировать или модернизировать его. Кроме того необходимо иметь:
Можно не только без проблем проложить любой трубопровод, но и, если надо, отремонтировать или модернизировать его. Кроме того необходимо иметь:
- Тефлоновые насадки для паяльного аппарата ø16, 20, 25, 32, 40 мм. Выбор диаметров насадок зависит от конструктивных особенностей систем отопления, горячего и холодного водоснабжения . С их помощью производиться одновременное расплавление внутренних и наружных частей соединяемых деталей (раструба и трубы соответственно), которые затем соединяются и сплавляются между собой.
- Специальный резак для полиэтиленовых труб.
- Средство для обезжиривания труб.
- Рулетка, линейка, угольник.
- Карандаш или тонкий фломастер.
- Острый нож.
- Напильник.
- Ветошь.
- Для труб с алюминиевым или стекловолоконным армирующим слоем – шейвер (шабер для зачистки армирующего слоя).


Полипропиленовые фитинги и арматура
С подбором нужных фитингов никаких проблем не возникнет. Есть, практически все, что нужно для монтажа любого трубопровода: прямые и косые уголки, тройники, крестовины, переходники, муфты, компенсаторы всевозможных диаметров и конструкций.
 Кроме того, в большом ассортименте продаются полипропиленовые фитинги с залитыми хромированными стальными вкладышами. Это дает возможность легко подключить любую сантехнику своими руками или подсоединится к стальному или медному трубопроводу, не прибегая к помощи профессионалов. Например, если вода в бане проходит по стальной трубе, то, врезавшись в нее с помощью тройника со стальным вкладышем, можно сделать новое ответвление из полипропиленового трубопровода.
Кроме того, в большом ассортименте продаются полипропиленовые фитинги с залитыми хромированными стальными вкладышами. Это дает возможность легко подключить любую сантехнику своими руками или подсоединится к стальному или медному трубопроводу, не прибегая к помощи профессионалов. Например, если вода в бане проходит по стальной трубе, то, врезавшись в нее с помощью тройника со стальным вкладышем, можно сделать новое ответвление из полипропиленового трубопровода.
Соединение, монтаж и пайка полипропиленовых труб
В зависимости от размеров диаметров и способа пайки рекомендуется применять следующие виды соединения:
- Раструбные (муфтовые) – для труб диаметром менее 63 мм.
- Стыковые – для труб диаметром более 63 мм.
При монтаже водопроводов в индивидуальном доме или бане раструбная пайка является основным видом, так как трубы с диаметром более 50 мм не имеет смысла устанавливать. Для магистральных линий вполне подойдет диаметр 40 или 50 мм, а для отводных трубопроводов от 16 до 32 мм. Например, для подключения к смесителю мойки труба ø16 мм вполне подойдет.
Способы соединения труб из полипропилена
- Раструбная пайка труб диаметром не более 40 мм производится при помощи электрического сварочного аппарата с соответствующими насадками. Пайка труб с диаметром более 40 мм требует применения специального аппарата с центрирующим приспособлением.
- Стыковая сварка применяется тогда, когда надо соединить встык трубы более ø50 мм с толщиной стенок более 4 мм. В индивидуальном строительстве этот вид сварки практически не используется, поэтому в этой статье он не будет рассмотрен.
- Пайка седел – это разновидность стыковой сварки, при которой к цилиндрической поверхности трубы приваривается под углом 90˚ специальное седло с раструбом. После выдержки сваренного узла через седло сверлится отверстие в трубе. Затем к этому седлу паяется вторая труба. Таким образом, получается сообщающаяся сварная конструкция в виде буквы «Т».
 Пайка седел – это разновидность стыковой сварки, при которой к цилиндрической поверхности трубы приваривается под углом 90˚ специальное седло с раструбом. После выдержки сваренного узла через седло сверлится отверстие в трубе. Затем к этому седлу паяется вторая труба. Таким образом, получается сообщающаяся сварная конструкция в виде буквы «Т».
Пайка седел – это разновидность стыковой сварки, при которой к цилиндрической поверхности трубы приваривается под углом 90˚ специальное седло с раструбом. После выдержки сваренного узла через седло сверлится отверстие в трубе. Затем к этому седлу паяется вторая труба. Таким образом, получается сообщающаяся сварная конструкция в виде буквы «Т».Подготовка труб, фитингов и сварочного аппарата к работе
Перед сваркой все посадочные места арматуры и труб должны быть очищены от грязи и обезжирены. Следует убедиться в том, что в деталях нет брака: трещин, овальности, разностенности или других недопустимых геометрических отклонений.
Наружный диаметр трубы должен быть больше внутреннего диаметра раструба фитинга. Если в холодном состоянии можно собрать стыковочный узел, то это значит, что либо фитинг бракованный, либо труба меньшего требуемого диаметра. В фитингах с резьбовыми вкладышами проверяется качество резьбы путем их навинчивания друг на друга.
Отрезать резаком (ножницами) трубу в нужный размер так, чтобы плоскость среза была перпендикулярна ее продольной оси.
 Если есть армирующий слой, то шейвером зачистить трубу так, чтобы он был полностью удален. Дальнейшие работы выполняются так же, как и для обыкновенной трубы.
Если есть армирующий слой, то шейвером зачистить трубу так, чтобы он был полностью удален. Дальнейшие работы выполняются так же, как и для обыкновенной трубы.
Напильником или ножом сделать небольшую фаску по наружному диаметру для того, чтобы труба при входе в раструб не делала задиров. Если есть заусенцы на внутренней кромке трубы, то их надо также удалить ножом, чтобы не мешали протоку воды.
Паяльный аппарат надежно закрепляется в удобном для работы месте, затем на него надеваются нужные тефлоновые насадки, которые закрепляются с помощью винтов. Только после этого паяльник можно подключить к электросети. Через 5-10 минут, когда световой индикатор покажет его готовность к работе, следует осторожно очистить ветошью или деревянным скребком рабочие поверхности насадок.
Для сварки деталей в труднодоступных местах трубопровода, например, наверху помещения, следует подумать о том, куда девать паяльник после нагрева стыковочных деталей, так как обе руки будут заняты их соединением. Если есть помощник, то можно будет сварочный аппарат отдать ему, в противном случае, придется его повесить на какой-нибудь крючок или кронштейн.
Технология пайки полипропиленовых труб
- При пайке все действия должны быть произведены быстро, четко и без суеты. Тем, кто еще ни разу не производил сварку полипропилена, рекомендуется сделать пару пробных соединений. Только после того, когда почувствуете уверенность в своих действиях, можно приступать к монтажным работам.
- Основное правило – сначала в насадку полностью заводится в раструб фитинга, а затем уже труба, и только после этого начинается отсчет времени согласно этой таблице:
- После первого соединения следует проверить качество сварки. Если отверстие перекрывается наплавленным полипропиленом, то глубину заводимой части трубы нужно уменьшить на 1-2 мм.
- Процесс пайки выглядит следующим образом:
- Карандашом или фломастером на трубе от ее торца делается отметка длины расплавляемой части, до которой будет заводиться труба в насадку.
- Если на другом конце трубы будет привариваться еще один фитинг, изменяющий направление соединения, например, уголок или тройник, то на трубе еще отмечается и место вспомогательного ребра на фитинге (если оно там есть). При его отсутствии, делаются отметки и на фитинге, и на трубе. Эти отметки будут служить ориентирами для правильного расположения фитинга в процессе соединения как относительно продольной оси трубы, так и его поворота на требуемую величину. Например, для того, чтобы раструбы обоих фитингов находились в одной плоскости или были расположены под 90 ˚ друг к другу.
- Ввести в нагретую насадку сначала раструб фитинга, а затем трубу, сделать необходимую выдержку, плавно вытащить обе детали, быстро соединить их, совместить с ранее сделанными отметками, подрегулировать углы, соосность и плоскостность легкими движениями рук. Важно, что все это надо успеть сделать в течение регламентируемого времени при соединении (см. таблицу выше).
- В течение 25-30 секунд неподвижно зафиксировать соединяемые элементы, после которого сваренный узел примет окончательное положение.
- Вращение соединенных элементов вокруг оси не допускается.
- Выдержать в естественных условиях сваренный узел до полного затвердевания полипропилена. Применение других способов охлаждения недопустимо, например, водой или холодом.
- Если произошел брак в работе (искривление, плохое качество сплавления и т.п.), то бракованный узел вырезается и на его место ставится новый, при необходимости используя соединительную муфту.
- Наличие оплавленного кольца вокруг торца фитинга и трубы говорит о том, что пайка сделана правильно и с достаточной прочностью.
- После окончания работы насадки в нагретом состоянии вытереть ветошью, удалив грязь, пригар и наплавления.


А это видео для более полного ознакомления с темой пайки полипропиленовых деталей:
Основные ошибки при пайке полипропиленовых трубопроводов
- Не достаточно нагрет паяльный аппарат. В этом случае достичь надежного сплавления нагретых слоев, практически, невозможно. На первых порах водопровод может работать нормально, но по истечении времени, так или иначе, появиться протечка. Чтобы исключить это, надо, во-первых, перед первой пайкой дать паяльнику дополнительно прогреться не менее 5 минут, а во-вторых, в течение всей работы не отключать его от электросети.
- Не выдержано время нагрева фитинга. Результаты такие же, как и в предыдущем пункте.
- Фитинг или труба передержана при нагреве. В первую очередь, это сказывается на трубе. Она становиться слишком мягкой, теряет свою прочность, ввести ее в раструб фитинга без деформации не возможно. Иногда расплавленный полипропилен может частично или полностью перекрыть отверстие в фитинге, тем самым перекрыв поток воды в трубопроводе.
- Процесс соединения по времени слишком затянут. Часто это случается с неопытными сварщиками. Со временем появится сноровка, и такая ошибка уйдет в прошлое.
- Не правильно выбрана последовательность сварки. На месте стационарной установки сварочного аппарата следует производить пайку узлов в максимально возможном количестве. Переходить же к монтажу трубопровода на стене, потолке или других труднодоступных местах надо только тогда, когда это сделать на постоянном месте уже будет невозможно. Поэтому, следует точно продумать последовательность пайки всех соединительных узлов как на месте стационарной установки паяльника, так и на стене.
- Не качественные соединительные детали. Если паять фитинги и трубы с трещинами, со значительными отклонениями от нужной геометрической формы, грязные или жирные – это и будет причиной некачественного соединения.
- Повторное использование фитингов. Иногда бывает так, что фитинг не достаточно приварился, и его можно вытащить из трубы. Повторно использовать его нельзя.
- Соединительные детали не от одного производителя или из разных материалов. Каждый производитель выпускает свою линейку фитингов и труб, посадочные размеры которых соответствуют только их продукции, то есть диаметр трубы такой, какой нужен именно его фитингу. Кроме того, химический состав полипропилена от разных производителей может также значительно отличаться. Все это сказывается на качестве сварки. Поэтому, чтобы не иметь в дальнейшем проблем, следует все приобретать от одного производителя.
Даже, если у Вас и нет достаточного опыта по сварке полипропилена, не сомневайтесь, что он очень быстро придет. В сущности, ничего сложного в этом нет. Конечно, придется вначале испортить несколько фитингов и пару десятков сантиметров трубы, но, учитывая их невысокую стоимость, это вполне допустимо. А то, что Вы будете независимы от сантехников, это тоже что-то значит. К тому же, сама пайка полипропиленовых труб и последующий их монтаж превратятся в творческий процесс, так же, как и строительство бани своими руками.
Еще статьи на тему, как построить баню:
Дорогие друзья! Если не сложно, поделитесь в этих социальных сетях со своими знакомыми. Спасибо!
Переделываем водопровод, собранный из меди и железа
Эта статья является программной и входит в цикл “Занимательная сантехника”. Задачей этой статьи является исследование различных факторов, влияющих на качество, потребительские свойства и долговечность водопроводной системы частного дома.
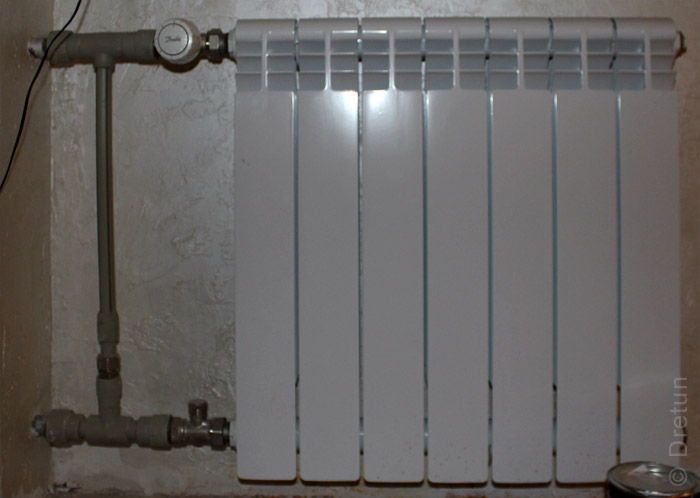
Предыстория этого вопроса такова. Купив дом, мы включили отопление. Сразу поняли, что отопление надо переделывать. Нам досталась однотрубная система со стояком 2 дюйма, с магистралями диаметром дюйм с четвертью, безобразные панели (радиаторы такие), несколько из которых сразу потекли. Я же мечтал о городских удобствах. Радиаторы я хотел белые, а не зеленые, ну и вообще. Хотелось такого, что бы радовало, а не раздражало.
И вот тут я столкнулся с выбором. В результате остановился на медных трубах под пайку. С этими трубами у меня случилась любовь, причем взаимная. Любовь, как и положено, началась с неподдельной страсти. Теперь страсть прошла, но осталась такая, знаете, зрелая верность и признательность. О своих чувствах к медным трубам под пайку я написал специальную статью.
Проблемы с водопроводом
И вот, одухотворенный своими светлыми чувствами, молодостью и задором, я сделал систему отопления, которая работает до сих пор просто “как часы”. Не знаю, правда, из-за труб и только ли из-за труб, и водопровод. С тех пор прошло 10 лет. Отопление я не трогал и трогать не собираюсь А вот водопровод решил переделать.
Почему я решил переделать свой водопровод или “не повторяйте моих ошибок”
Дело в том, что водопровод был банально непродуманно размещен. Доступ к насосу, бойлеру и другим важным его частям был затруднен. Летом, в жару, с труб капает конденсат, все это собирается на приборах, а вытереть эту грязь трудновато, ибо доступ, как я уже упоминал, затруднен. Бардак, короче.
Но самое главное. Я, когда делал водопровод, экономил. Водопровод я сделал комбинированным. Медные трубы я дополнил простыми железяками, точнее даже еще хуже. Железяки, кое-где даже неоцинкованные, я дополнил медью, которая осталась от отопления. Недостатки моего изделия стали видны очень быстро, но тем не менее, прошло почти 10 лет, прежде чем я сподобился на замену этого безобразия и переделку водопровода. Но зато теперь у меня на сайте есть цикл статей “Занимательная сантехника”.
И как же служат медные трубы в сочетании с железными?
Плохо служат. Но никакого разрушения “цветных” деталей замечено не было. Медные и латунные детали остались “как новые”. Если я акцентировался на отсутствии разрушения у медных деталей, то это значит, что у железных оно было? И да и нет. Об этом чуть позже.
Дело в следующем. Во-первых, соединение разнородных материалов плохо раскручивается. Приходится использовать очень высококачественные разводные ключи. Обычными можно легко испортить более мягкую медную деталь. У меня доходило до абсурда. Чтобы не испортить медь, я отрезал кусок железной трубы, потом маленькой болгаркой резал железный фитинг вдоль, а потом раскалывал его зубилом. И часто даже из расколотой пополам железной детали медь выходила не сразу.

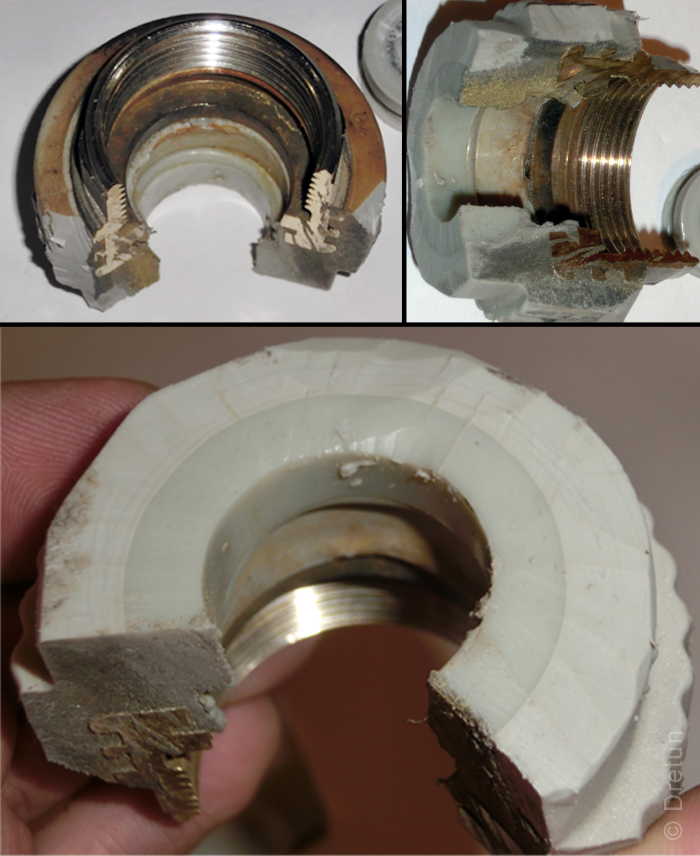
Обратите внимание на то, что ржавчины значительно больше, чем на другом конце, который был закручен в тройник.
Извиняюсь за резкость изображения. Но переснять не могу. Сгон уже в помойке.

Что же было причиной? То что место стыка меди и железа обрастало ржавчиной. Притом обрастало так, что отверстие в соединении существенно сужалось. А в одном случае (о ужас) я обнаружил в сузившемся месте камень, который оставил для воды совсем крохотный проход. Но это было в трубопроводе горячей воды и ущерб был не слишком заметен, поскольку расход горячей воды не такой как расход холодной, а гораздо меньше. По крайней мере кран горячей воды обычно не открывается “на полную”. Является этот факт признаком разрушения железных деталей в сочетании с медными?

Это тот самый фитинг, который закупорился камнем. Если посмотреть совсем внимательно, то видны волокна льна в ржавчине. Можно было бы сказать, что ржавчина наросла на остатках льна, но при анализе других фитингов эта закономерность не прослеживается.
Вообще, образование ржавчины на горячей воде мне показалось меньше, чем на холодной.
Ржавчина, которой обрастало соединение, была не местная, а наносная. То есть, ее можно было обить молоточком и убедиться, что цветной фитинг на самом деле не пострадал. Никаких каверн или выщербин на цветной детали нет. Конечно, железные детали ржавеют. При этом они истончаются. Я не могу сказать, что за 10 лет они истончились катастрофически или очень существенно, но и о 50 годах службы железных труб можно смело забыть и не тешить себя напрасными надеждами. Полагаю, что обычное железо теряет в год порядка одной десятой миллиметра по толщине. Причем неважно, оцинкованное оно или нет.
И есть два (всего лишь) случая разрушения. Оба они, почему-то, касаются впускной магистрали насоса. Выполнена она была оцинкованной трубой диаметром дюйм с четвертью. Одна резьба была на стыке трубы и обратного клапана. Я, когда отворачивал этот клапан, отвернуть его не смог и клапан сломал. Тогда я с горя стал бить зубилом по стыку, и оказалось, что там все проржавело. Зубило просто провалилось. Тогда я отломал клапан от трубы и вынул из него ржавчину, которая была уже наполовину песком. Если бы я попробовал зубило сразу, то не сломал бы клапан.
Второе соединение показано на фотках. Это соединение было ввернуто в латунное разъемное соединение и кое-как отвернулось. Но можете увидеть, что с ним стало. Почему разрушение затронуло только впускную магистраль? Остается загадкой. И впускная и выпускная трубы соединены электрически, ибо насос у меня имеет рабочий агрегат из нержавейки.



Сколько же деталей я сломал при разборке трубопровода?
Не много. Но были. Два шаровых крана, один вентиль советских времен, Обратный клапан на дюйм с четвертью. Эта штука, сами понимаете дорогостоящая. Пришлось покупать новый. И один магнитный преобразователь. Этот еще дороже и я его кое-как починил. Но, все равно придется менять.


Кстати, очень порадовали краны Бугатти. Они все были как новые. Кроме того, у них масса побольше, и усилие при раскручивании к ним можно чуть больше применить. К сожалению остальные краны не все вышли без ранений. Выяснилось, что один стал подтекать, если находится в не полностью открытом или закрытом состоянии. И у одного сгнила ручка. К счастью, я сломал как раз тот кран, который подтекал. И еще один просто свернул в месте технического склеенного соединения (кстати, тоже качественный был). Есть повод вспомнить одну из первых моих статей. Это про то, как шаровой кран растворился в воде за 2 года, кажется.
Обрастают ли детали медного трубопровода ржавчиной?
При осмотре разобранных фитингов было обнаружено, что железные детали обрастают некими отложениями, которые напоминают камни. Эти камни сужают проход для воды. Их можно отбить молотком. На медных деталях таких камней нет. Но и блестящей поверхность медных труб не назовешь. На ней есть ржавый налет, который пачкает палец. Этот налет не сужает проход для воды и его можно оттереть пальцем или тряпочкой. Таким образом, за медные трубы можно не беспокоиться. Можно сказать, что медные детали по прошествии 10 лет не пострадали и вообще не изменились.
А как служат железные детали в сочетании с железными?
Намного лучше. Детали нормально раскручиваются и проход на стыках не так сильно заужен, хотя, как я уже сказал ранее, железные детали выглядят плохо. Кроме того, кое-где у меня были замечены “опухоли” ржавчины не на стыках, а на, казалось бы, ровном участке трубы, где появление этой опухоли ничего не предвещало.
Какие детали лучше служат – оцинкованные или черные?
Удивительно, но я не увидел, что поюзанные оцинкованные детали служат лучше черных. Оба типа служат не слишком хорошо и примерно одинаково.
Можно и стоит ли использовать повторно железные трубы?
Использовать повторно трубы из железа (в том числе и оцинкованные) – это недальновидно и на мой взгляд ошибочно.
Промежуточные итоги по совместному использованию железных и медных (латунных и прочих цветных труб)
Друзья! Я готов выразить свое личное мнение. Оно у меня вот сейчас вполне хорошо сформировалось и заключается в следующем.
Использовать совместно цветные и железные детали не совсем хорошо и лучше этого избегать. Если говорить о железном водопроводе, то при использовании разъемных соединений стоит остановиться на железных. Они существуют и значительно дешевле цветных, но выглядят откровенно погано. Использовать в своем водопроводе детали из черного железа я не советую. Они ржавеют, ржавчина с них стекает, все грязнит, водопровод в целом выглядит очень непрезентабельно.
Я не могу сказать, существуют ли в природе железные краны и вентили. Похоже, что нет, и это очень узкий момент (в прямом и переносном смысле). Без вентилей мы не обойдемся, а использование цветных вентилей даст нам все вышеперечисленные недостатки. Больше всего меня испугало сужение прохода и камень внутри этого сужения.
Срок действия железного водопровода я по ощущениям установлю в 20 лет. После 25-го года службы такого водопровода я настоятельно советую подумать о его замене.
Лично я, после этого своего опыта по переделке водопровода, торжественно отказываюсь от использования железных деталей раз и навсегда. Это теперь мой еще один нерушимый принцип.
Можно ли использовать медные детали под пайку повторно?
Для начала давайте вспомним, технологию пайки медных деталей
Напомню коротко и тезисно. Этой теме посвящена статья про достоинства медных труб и повторяться не хотелось бы.
- В деле пайки медных деталей нет никакого творчества. Либо делаем по указанным шагам, либо ничего не получается.
- Готовим наши детали. Отрезаем, зачищаем заусенцы и поверхности.
- Намазываем флюсом и вставляем детали друг в друга.
- Нагреваем газовой горелкой и паяем обычным оловянным припоем.
- Охлаждаем получившееся соединение.
Сложности повторной пайки
Очевидно, когда мы нагрели спаянное соединение и разобрали его, обе детали будут покрыты припоем. Этот припой не позволит вставить одну деталь в другую для повторной пайки. Таким образом, наша технология пайки нарушается. Мы не можем выполнить один ее шаг, а именно вставить одну деталь в другую. Поскольку все шаги одинаково важны, то можно сделать вывод, что повторная пайка будет ненадежна. Это так и есть.
Чтобы соединение получилось хорошо, нам надо счистить припой, чтобы детали можно было намазать припоем и вставить одну в другую перед пайкой. Счищать припой нудно и тяжело, но возможно. Приходится использовать подручные средства.
К сожалению, нагреть деталь и почистить ее от старого припоя, у меня не получилось. Максимум, что возможно, так это только стряхнуть капли. Но их обычно и так нет.
Припой на внешних частях трубы можно легко зачистить напильником. Но к сожалению, чистить приходится чаще всего не трубы, а фитинги. Именно их охота использовать повторно, а у фитингов надо чистить внутреннюю поверхность. Приходится использовать круглый или треугольный напильник, шарошки в сочетании с дрелью или сверлильным станком, другие подходящие насадки. И все равно, добиться сопряжения деталей реально трудно, нудно и долго.
Часто дело осложняется тем, что фитинг немного деформирован. Тогда нужно править. Это дело еще нуднее и доводит до исступления. Лично мне нравится нудная работа, она меня успокаивает, но не до такой же степени.
Мне как-то раз так надоело это выравнивание, что я зажал переход на резьбу в тиски (но очень осторожно), направил на него горящую горелку, и когда и конец трубы и фитинг нагрелись, просто с силой вставил один в другой и провернул. И получилось. Детали сопряглись.
В итоге все равно пайка медных деталей, уже бывших в употреблении не кажется мне экономически выгодным делом, ибо на него тратится куча времени и газа, а вероятность неудачи вырастает при этом почти до 25 процентов. Это значит, что соединение нужно сразу проверять и, в случае течи, переделывать. Процесс немного облегчается, если использовать старый фитинг и новую трубу, например, подрезать старую, срезать кусочек с припоем.
Но я, все таки, потратил время и, несмотря на затраты времени и выросший риск, использовал повторно несколько дорогостоящих деталей.
Знающий, что экономия выходит боком, но наступающий на те же грабли
Дмитрий Белкин
Можно ли использовать повторно компрессионные фитинги для металлопластиковых труб
При внутренней разводке водопровода или устройстве отопительной системы, специалисты отдают предпочтение металлопластиковым трубам (МПТ).
Для соединения труб используют специальные соединительные элементы – фитинги. Конструкция их такова, что установка или замена доступна неспециалисту.
Соединение металлопластиковых труб с помощью фитингов используется для разводки холодной воды от стояка к смесителям, унитазу, ванной и т.п.
Сферы применения
 На основе МПТ создаётся разводка от водонагревательных приборов.
На основе МПТ создаётся разводка от водонагревательных приборов.
Фитинговые соединения проявили конструктивную надёжность при использовании на предприятиях химической, нефтяной и газовой промышленности.
Такая популярность связана с несколькими причинами:
- МПТ не окисляются;
- на них не образуются отложения солей;
- простота работы с МПТ;
- не нужен специальный инструмент.
Соединения при помощи обжимных фитингов (для медных труб) можно выполнить и без сантехнического опыта .
Преимущество использования
Преимущества применения фитингов при соединении МПТ:
 А что вам известно про перегородки в санузлах общественных зданий? Для чего они нужны и в каких местах устанавливаются написано в полезной статье.
А что вам известно про перегородки в санузлах общественных зданий? Для чего они нужны и в каких местах устанавливаются написано в полезной статье.Как соединить железную трубу с полипропиленовой, написано на этой странице.
- при таком способе соединения не требуется сварка (про аппарат для сварки электросварных муфт ПНД прочитайте здесь);
- на монтаж тратится 10-15 минут;
- не требуется сантехнических навыков и специальных инструментов;
- снижение трудозатрат при монтаже систем водо- или теплоснабжения;
- универсальность – МПТ соединяются с трубами из других материалов (как правильно соединить металлическую трубу с полипропиленовой написано тут).
Уместно использовать такие соединения в местах, которые требуют постоянного контроля или технологического обслуживания. В этих случаях конструкция изменяется в нужный момент.
Виды и ассортимент
Элементы соединения для труб из металлопластика (например, электросварная муфта ПНД) классифицируют по способам фиксации.
Такая классификация разделяет ассортимент на:
- разъемный фитинг – изделия закрепляются при помощи цанговых узлов с резьбовой парой;
- компрессионный фитинг – изделия закрепляются при помощи обжимного кольца и гайки;
- неразъемный или пресс-фитинг – изделия закрепляется при помощи запрессовки.
 разъемный фитинг – изделия закрепляются при помощи цанговых узлов с резьбовой парой;
разъемный фитинг – изделия закрепляются при помощи цанговых узлов с резьбовой парой;При выборе фитинга (как соединить трубу ПНД с металлической) нужно знать характеристики всех видов.
При руководстве ценой можно выбрать некачественные изделия. В этом случае места соединений не будут надёжны и долговечны.
Указанные выше виды элементов отличаются только способом закрепления, ассортимент у них один и тот же. Соединительные элементы, вне зависимости от производителя, подразделяются на четыре группы:
- муфты для стыка двух труб;
- крестовины и тройники, предназначенные для разветвления трубопровода;
- запорные элементы – кран, вентиль, клапан;
- фигурные элементы, предназначенные для обвода без соединения труб.
Возможны комбинации перечисленных элементов, например, крестовины с шаровым краном.
Перед приобретением фитингов лучше проконсультироваться с сантехником, который подскажет, в каком месте какой элемент наиболее уместен.
 А что вам известно про цену септика «Топас» с установкой под ключ? Во сколько может обойтись владельцу загородного участка обустройство автономной канализации написано в полезной статье.
А что вам известно про цену септика «Топас» с установкой под ключ? Во сколько может обойтись владельцу загородного участка обустройство автономной канализации написано в полезной статье.Какие, желательно, купить компрессионные фитинги для труб ПНД, написано здесь.
Монтаж — пошаговая инструкция
Важно! МПТ не используются в уличных условиях, так как не предназначены для эксплуатации при отрицательных температурах.
Температурный режим указывается в паспорте изделия. Выбранные трубы должны соответствовать условиям использования (как установить батареи отопления в частном доме прочитайте в этой статье).
[note]Разъёмный и компрессионный фитинг устанавливается одинаковым способом, при этом используется один и тот же инструмент.[/note]
Разница между этими видами заключается в том, что элементы разъёмного вида можно использовать два-три раза без потери качества соединения.
Элементы компрессионного вида, желательно, использовать один раз, при повторном использовании — качество соединения будет значительно ниже.
Для соединения МПТ компрессионными элементами потребуются следующие инструменты:
- ножницы для резки труб или ножовка по металлу;
- набор ключей, соответствующий размерам гаек;
- мелкозернистая наждачная бумага;
- инструмент для придания трубе в месте реза круглой формы.
Такой способ соединения, например, труб для джакузи на улице зимой, прост и не требует специальных навыков.
Необходимо придерживаться следующей последовательности действий:
- выпрямляем трубу на 10 см в обе стороны, начиная от предполагаемого места соединения;
- отмечаем место реза и делаем разрез при помощи ножниц или ножовки.
 выпрямляем трубу на 10 см в обе стороны, начиная от предполагаемого места соединения;
выпрямляем трубу на 10 см в обе стороны, начиная от предполагаемого места соединения;Разрез производится строго под углом 90 градусов;
на каждый конец трубы одевается гайка и зажимное кольцо.
Последнее устанавливается на крае среза;
Таким способом удаляются заусеницы.
Трубе придаётся круглая форма специальным приспособлением;
Монтаж элемента осуществляется равномерно без наклонов относительно трубы.
Труба должна равномерно прилегать к фитингу местом среза;
Гайка закручивается без усилий так, чтобы остался один или полтора витка резьбы. Чрезмерные усилия приведут к поломке элемента, а в дальнейшем к протечке в этом месте.
В процессе эксплуатации, возможно разбалтывание соединения. В таких случаях рекомендуется подтянуть гайки на 1-2 оборота (как пользоваться биде женщинам прочитайте здесь).
При повторном использовании фитинга, необходимо заменить уплотнительные кольца.
 Монтаж МПТ при помощи пресс-фитинга проходит аналогичным образом за исключением фиксации элементов на трубе.
Монтаж МПТ при помощи пресс-фитинга проходит аналогичным образом за исключением фиксации элементов на трубе.
Закрепление проводят при помощи специального автоматического или ручного пресса.
Использовать изделия после такого способа не представляется возможным, и они заменяются на новые.
При покупке, встречаются все виды компрессионных фитингов, которые производятся у нас и за рубежом.
Принципиальных различий у них нет, но, возможно, несовпадение наружного диаметра или толщины стенки труб с фитингом.
Поэтому покупаются соединительные элементы и трубы одного производителя.
На всех элементах ставится маркировка, которая показывает внешний диаметр МПТ. Для изделий, которые соединяют МПТ с трубами других типов, указывается размер резьбы места соединения.
Фитинги выпускают под трубы соответствующего диаметры. Существуют следующие размеры:
- 16,
- 20,
- 26
- и 32 миллиметра.
Плюсы и минусы
- Качество соединения.
По отзывам сантехников, соединение пресс-фитингом более надёжно.
 Качество соединения.
Качество соединения. Если рассматривать эксплуатационные характеристики, то видно, что для обоих типов рабочее давление составляет десять бар.
Бытовая техника использует давление в пределах пяти-семи бар.
Во внутридомовом водопроводе не предусмотрено существенных скачков давления.
Входное давление регулируется специальным устройством, предохраняющим систему от гидроудара.
Единственное преимущество прессового способа заключается в надёжности соединения с течением времени.
Единожды, собранная, такая система, не нуждается в контроле или обслуживании.
Разводку закрывают штукатуркой или гипсокартоном.
Водопровод, собранный на компрессионных муфтах (какие нудны для стальной трубы прочитайте здесь), требует периодического осмотра и подтягивания ослабевших гаек.
Простой монтаж.
Использование фитинга упрощает процесс монтажа.
Для освоения получаем короткую консультацию мастера и выполняем нескольких самостоятельных соединений.
Компрессионные элементы требуют аккуратности в плане приложения усилий, но у них есть неоспоримый плюс – такое соединение разбирается и переделывается.
При использовании пресс-фитинга такое невозможно.

Используемый инструмент.
Применение компрессионных изделий не требует специального инструмента, что не возможно при работе с прессовыми муфтами.
Цена клещей для прессования сравнима со стоимостью всего водопровода. Ручной вариант стоит от четырёх до двенадцати тысяч рублей.
Профессиональный инструмент по карману только специализированной фирме, которая выполняет сантехнические работы в больших объёмах.
Внесение изменений.
Использование пресс-фитинга повторно не представляется возможным.
Компрессионные изделия можно применять ещё раз, но это нежелательно.
При повторном использовании даже замена уплотнителей не гарантирует от протечек.
Изделия обоих типов стоят примерно одинаково.
Разница составляет от нескольких рублей до 30-40 рублей. Необходимо помнить, что сравнение возможно только в рамках одного производителя и одного размерного ряда.
В заключение
У соединительных элементов существуют недостатки и достоинства. Правильнее использовать плюсы каждого вида в соответствующей ситуации.
Применить пресс-фитинг там, где трубы запланированы к замуровыванию.
[note]При разводке к раковинам или унитазу используем компрессионный фитинг, потому что эти устройства периодически выходят из строя. Используем фитинг только там, где это действительно необходимо.[/note]
Как установить компрессионный фитинг своими руками, посмотрите в видеосюжете.
7 ошибок пайки полипропиленовых труб с плачевными последствиями
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Пайка полипропиленовых труб
В материале о полипропиленовых трубах я вкратце рассказал, что это за трубы.
Теперь немного поговорим о пайке этих труб.
 Правильно конечно же говорить: «сварка» или даже «диффузионная сварка труб», но мы обычно используем более простые слова:
Правильно конечно же говорить: «сварка» или даже «диффузионная сварка труб», но мы обычно используем более простые слова:
Словарную диффузионную сварку, зовём пайкой
Сварочный аппарат, называем паяльником или вовсе утюгом
Полипропилен называем «поликом» или «ППР»
Цвета называем так:
Белый — Турок. (Хотя Валтек тоже делает белый и качество труб на высоком уровне)
Серый — Чех
Зелёный — Немец
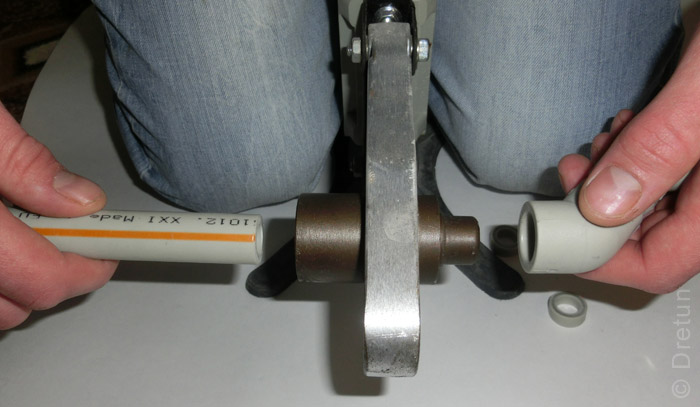
Инструмент
Для «пайки» труб понадобятся: Паяльник —»Сварочный аппарат»  Труборез или ножницы
Труборез или ножницы  Зачистка или торцеватель
Зачистка или торцеватель

«Паяльник» это тот самый инструмент, без которого монтаж полипропиленовых труб невозможен в принципе. Что касается ножниц, то трубу можно отрезать и ножовкой по металлу или даже болгаркой. Только вот края надо будет зачистить от лишней «бохромы».
Касательно зачистного инструмента, если его нет, то можно выбрать трубу с армировкой из стекла волокна.
Монтаж:

Для того чтобы собрать систему из таких труб, существует множество разных фитингов и соединителей.
Можно собрать абсолютно любую систему:







Шаровый кран под пайку:

Пайка
Средняя температура сварочного аппарата должна быть установлена на отметку 260 градусов.

Конечно для каждого диаметра есть более тонкие настройки настройки температуры и на дорогих аппаратах, нужная температура вставляется автоматически если указать диаметр свариваемой трубы.
Выставили мы температуру на 260 градусов, одели нужную насадку и теперь нам осталось запомнить время, в течении которого надо нагревать трубу.
16-ю греем 5 сек. после чего её надо зафиксировать секунда на 6-7 чтобы пайка была качественной.
20-ю греем так же 5 сек.
Берём в руки трубу с муфтой и пробуем их состыковать без нагрева. Если это возможно, то качественного соединения не будет, заменить комплектующие и пользуйтесь по возможности соединителями одного производителя в одной системе.
После того как выяснили что в руках держите то что нужно и можно спаять, надеваем на насадку сварочного аппарата сперва фитинг (он более толстый) а потом трубу.
Но это книжный пример и насадить на паяльник фитинг и трубу по отдельности очень сложно. Запихивайте одновременно, а вот доставать уже можно сперва трубу, а за тем и соединитель.
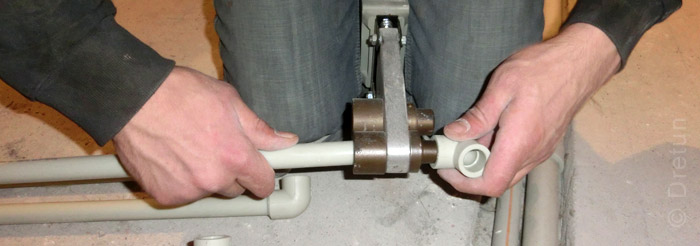


Вот так выглядят разогретые фитинги:

Теперь их нужно соединить.

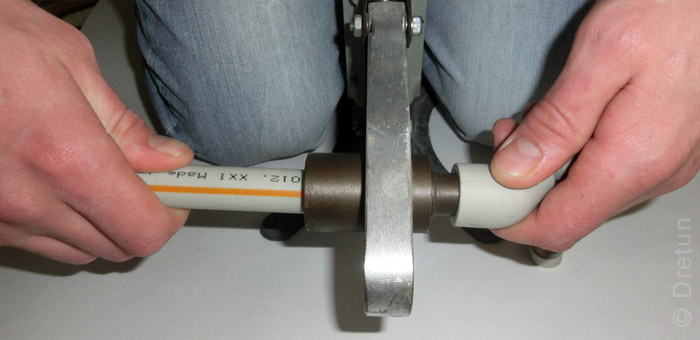
При нагреве важно до конца вставить трубу в насадку. Для уверенности перед пайкой на трубе можно сделать метку на сколько труба должна зайти в насадку.

При нагреве элементы нельзя крутить на паяльнике. Хотя и производитель запрещает повороты, я всё же так поступаю, но повороты совсем небольшие, я бы даже сказал это некие шевеления для облегчения надеть трубу с фитингом. Бывает так что уголок очень туго налазят на насадку, Часто такое бывает на больших диаметрах, например 40 мм. В этом случае, паяльник относительно деталей можно на пару градусов шевелить туда-сюда.
Если вы будете крутить детали или паяльник более чем на, примерно 5 градусов, то части пластика останутся на насадке которые потом будут дымиться, а пайка может быть некачественной. Так что по возможности лучше не поворачивать и тем более не крутить и не проворачивать.
После того как насадили элементы полностью начинаем отсчёт в 5 секунд в случае с трубой 20 мм. или 8 сек в случае с 32-й трубой. 
По истечении этого времени, снимаем сперва трубу, а за ней и фитинг.
Быстро, но без суеты соединяем эти два элемента. После соединения, у вас ещё есть пара секунда для правки соосности. По истечении 2-3 сек. регулировку соосности необходимо прекратить. В противном случае стык потечёт.

После стыка дайте изделию остыть примерно в течении 20 секунд, неподвижно зафиксировав соединение.
Если вы паяете первые стыки, то строго соблюдайте время выдержки нагрева и фиксации. В последующих стыках возьмите во внимание сквозняки и температуру окружающей среды.
Если вы работаете на сквозняке и температура к примеру ниже +10, тогда время нагрева надо немного увеличить на 1-3 сек. в зависимости от диаметра. В противном случае Вы рискуете не успеть состыковать нагретые элементы, либо время на правку соосности не остаётся ни секунды.
Недогрев
Если вы недогреете трубы, то вы либо не сможете их соединить, либо стык в последствии потечёт.
Перегрев
При перегреве, вы рискуете заплавить проходное отверстие.
Если пайка произведена правильно, но проходное отверстие не имеет заужений.

Отрезать трубу можно не только ножницами:
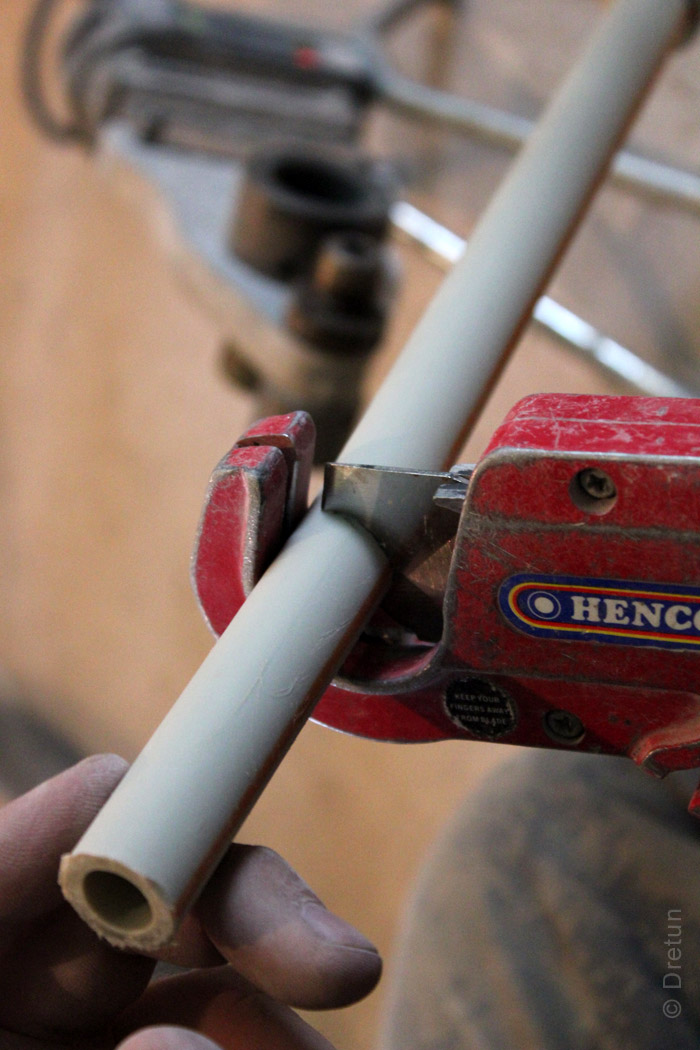
А иногда, с помощью ножниц не удаётся сделать ровный рез, например если надо отрезать всего сантиметр.
В таком случае можно прибегнуть к помощи болгарки. 

Вот так выглядит труба армированная стеклом-волокном в разрезе. Зачищать и торцевать такую трубу не нужно, что не скажешь про алюминиевый слой.


Теперь разрежем спаянные элементы посмотрим, возможно ли эти соединения разъединитель.
Вверху серая труба спаяна с белой муфтой, а на снимке ниже серая с серой.

В обоих случаях видно сваренные элементы слиты в единое целое. Даже белый с серым. Отличия лишь визуально — цветом. Это сразу же ответ на вопрос, можно ли паять белый с серым. Можно.
Теперь глянем на переходную муфту в разрезе:
В этом случае труба была без армировки. Видно, что различия лишь по цвету, хотя производитель один и тот же. Само соединение разъединить невозможно и правильная пайка никогда течи не даст. По этой причине, такие соединения смело можно прятать в стены и в пол.
Вот вроде как и все ключевые моменты связанные с пайкой полипропиленовых труб.
Все вопросы касательно материала, пожалуйста в комментарии.
Ну и заключение несколько фото спаянных труб:





Для горизонтальной фиксации труб я использую клипсы

Для вертикальной трубы, где трубу надо закрепить жестко, используется специальный трубных хомут





