Как испортить сварной шов: ошибки новичков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.

Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.

 Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.

Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) – получают приличного «зайца».
 Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика – угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».

Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
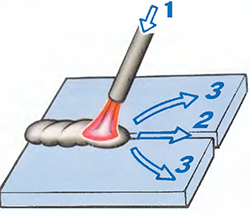 Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
 Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.

 После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
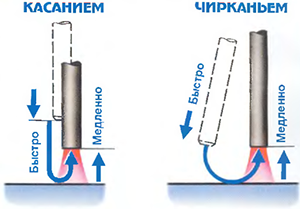
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
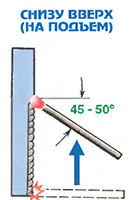
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» – в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!

Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Основные ошибки начинающего сварщика и как с ними бороться
Сварка металлов – это технологический процесс, обладающий некоторыми особенностями, и его познание достигается в результате тренировок, испытаний и преодоления трудностей. Суть процесса заключается в нагревании сплава электрической дугой, происходит деформация металла, и частицы электрода проникают в его строение.
Чрезмерная уверенность приводит к неприятным последствиям, поэтому необходимо обучаться сварочному делу очень внимательно. Серьезные работы можно проводить после ознакомления с теоретическими знаниями и прохождения практических занятий. Перед началом работы важно выполнить предварительные пробные швы на отдельной металлической пластине и проверить настройку оборудования, толщину электрода, чтобы не испортить изделие.
Начинающие сварщики совершают следующие ошибки, которые важно не допускать и бороться с ними:
1. Неподготовленная поверхность для сварки, имеющая грязь, ржавчину, окалину и другие загрязнения ухудшает розжиг дуги, процесс сварки и происходит непровар шва, распространенный дефект. Поэтому необходимо очистить поверхность болгаркой или металлической щеткой для нормального контакта.
2. Несоблюдение техники безопасности просто недопустимо. Во время работы необходимо использовать защитные средства от ожога, удара током, отравления. Маска «Хамалеон», изготовленная из современных материалов, удобна в эксплуатации, защищает глаза и лицо. Стекло автоматически настраивается на световые изменения, что позволяет мастеру работать длительное время без переутомления. Если автоматическая функция у других моделей отсутствует необходимо перенастраивать перед каждой новой работой. Важно приобрести и использовать специальные перчатки (краги) из грубой ткани, одежду из негорючего, плотного материала, застегнутую на все пуговицы, качественную обувь на толстой подошве, чтобы защититься от брызг сварки.
3. Неправильная настройка инвертора, современного электронного аппарата постоянного и переменного тока, в результате образуются прожог, трещины. Регулятор мощностей позволяет выставлять ток для сварки стальных металлов разной толщины и плотности. Он дает возможность получить качественный шов новичкам, без опыта и проводить работы самому на даче или в частном доме. Большинство марок этих аппаратов работают от сети 220В, некоторые от 380В, имеют металлический корпус с вентиляционными отверстиями, ремень для удобной переноски и передвижения. Они отличаются компактными размерами, легким весом и популярны среди профессиональных мастеров.
4. Залипание электрода к поверхности является распространенной проблемой среди новичков в сварочном деле. Самыми распространенными причинами являются:
Электроды отсырели (обмазка из специального порошка), находясь в помещении с высокой влажностью и без герметичной упаковки. У продукции нет срока годности и при соблюдении условий хранения (сухое, теплое место) возможно использовать их в течение 20 лет.
Отсутствие предварительной прокалки для электродной продукции, которая обязательна и рекомендована производителем, указывается на упаковке. Для этой процедуры используются печь или пенал для прокалки, которые можно приобрести.
Плохое качество электродов зависит от производителя. У нас вы можете выбрать качественные электроды известных и надежных брендов, по марке, назначению (для разных по составу сплавов), производителю, по типу покрытия и использовать в различных условиях.
Неправильный розжиг электрода, возможно избежать, если стукнуть им по металлу и быстро отвести в сторону, чтобы сохранить дугу.
5. Неверно подобранный электрод для сварки способствует образованию некачественного шва, образованию пор заполненных разными газами, которые не успели выделиться на поверхность. Важно выбрать электрод соответствующего диаметра, чтобы он не прожигал металл, правильно удерживать его и медленно, плавно вести во время работы для получения ровного, хорошо проваренного шва.
6. Правильный выбор диаметра и марки сврочной проволоки. Приобрести ее можно разного диаметра в катушках, а толщина должна соответствовать возможностям сварочного аппарата. Виды проволоки отличаются химическим составом, строением, содержанием легирующего компонента и используется в качестве соединений создаваемых конструкций. Правильный выбор даст положительный результат сварки, которая получится прочной и прослужит долго.
7. Сварочная горелка не соответствует виду работ и диаметру проволоки. Горелка инверторного аппарата имеет вид пистолета с кнопкой на рукоятке для управления процессом горения. Приобретая горелку, необходимо учитывать ее мощность, предел силы тока, длину шланга и диаметр. Газовые горелки полуавтоматического типа мобильны и используются в различных условиях.
8. Держатель электродов выбран неверно и появляются проблемы в использовании. От правильно выбранной конструкции зависит качество соединений, производительность труда, удобство и безопасность сварщика во время работы. Выберите универсальный или специализированный держатель, и сделайте сварочный процесс комфортным.
9. Проблема разбрызгивания расплавленного металла, возникающая при сварке. Удаление брызг проводится механическими методами (шлифовка, срубание) или используются специальные средства в виде пасты, спрея, жидкости в труднодоступных местах, которые обладают защитными свойствами от налипания брызг.
10. Перепады напряжения в сети губительно сказываются на сварке. В этом случае электрод затухает и внезапно возгорается, в результате получается некачественная сварка. Чтобы избежать этой проблемы, используйте специальные устройства (стабилизаторы, реле контроля, источники бесперебойного питания).
11. Отсутствие профилактического осмотра оборудования, приводит к поломкам и сокращает эксплуатационный срок. Важно своевременно проводить замену частей горелки (сопло обеспечивающее хороший поток газа), обрезать и установить каналы для проволоки, обеспечив отличную работу.
Многих ошибок можно избежать, если использовать современное, исправное оборудование, высококачественные материалы, дополнительные аксессуары от проверенных и надежных производителей, способные улучшить рабочий процесс. Делайте оптимальный выбор и получайте гарантию на товар.
Как испортить сварной шов, ошибки новичков
Новоиспеченный сварщик, который недавно приобрёл соответствующий аппарат инверторного типа, а также необходимые аксессуары вроде маски и перчаток, стремится как можно скорее взяться за выполнение сложной работы либо повторить увиденные в интернете мастер-классы. Кто-то хочет как можно скорее набить руку, чтобы в дальнейшем зарабатывать на сварочных работах.

Во всех этих случаях мастера торопятся приступить к практике, не выяснив всех ключевых правил обращения со сваркой. На деле это приводит к целому ряду грубых ошибок.

Почему-то многие считают, что вопрос безопасности в обращении со сваркой относится исключительно к обращению с оборудованием. Однако не меньшую опасность неправильные работы представляют для всей электропроводки в доме. Чтобы достаточно защитить себя, одной маски мало, нужно позаботиться о закрытой одежде из плотного прочного материала. Невозможно обойтись без специальных перчаток, которые называются краги, обычные хозяйственные будут актуальны до первого ожога от брызг сварки, который, кстати, будет заживать очень долго.

Что касается самого процесса сварки, то лучше избегать использования переноски. Чем она длиннее, тем меньше оказывается мощность аппарата, что неизбежно может сказываться на качестве шва, особенно если требуется тонкая работа. Если без переноски не обойтись, настоятельно рекомендуется размотать его полностью.

Редко, но всё же встречаются случаи, когда мастера пытаются работать с сырыми электродами, они при этом не обязательно мокрые как после дождя, а, например, после хранения в довольно-таки влажном помещении. Такой электрод может повести себя абсолютно непредсказуемо в ходе работы. Электроды нужно не только просушить, но ещё и как следует прокалить. Это особенно важно для новичков, потому что опытным мастером в непрокаленными электродами работать не так сложно.

Даже после внимательного изучения всех руководств, мастер-классов и советов по сварке у новичка может получится неаккуратный неровный шов. Зачастую причина тому — неправильно подобранной электрод. Идеально начинать знакомство со сваркой с рутиловым экземпляром типа МР3-С, также подойдут АНО-21. Применяя старые запасы чуть не советских времен, можно получить какой угодно результат, но только не качественный красивый шов.

Некачественные изделия начинающих сварщиков зачастую являются одними из первых опытов работы. Поэтому чтобы различные металлические конструкции и заборы в исполнении новичка выглядели прилично, нужно как следует набить руку. Для этого достаточно запастись толстой пластиной металла, зачистить ее до металлического блеска болгаркой и начать накладывать валики сваркой. Бывает, что некоторые мастера, наложив валики и создав приличный шов, забывают обстучать шлак. В других случаях делают это слишком усердно, в итоге кусочки горячего шлака могут отлететь на открытые участки кожи, а то и в глаз. Только после того, как хорошенько отработанны горизонтальные швы, можно приступать к вертикальным. Некоторые новички умудряются начать прокладывать вертикальный шов не снизу вверх, а сверху вниз. Когда отработанные приемы вертикальной сварки, можно переходить к потолочному варианту. Только после появления приличных навыков в этих трёх видах работ можно приступить каким-то серьезным изделиям.
Эффективные способы исправления ошибок и дефектов сварочного шва

Дефекты в сварочном соединении приводят к ухудшению его рабочих и визуальных характеристик. Для обнаружения недочетов соединения существуют разные методики контроля над качеством проведенной работы.
Это может быть простой осмотр сварного соединения. Либо более сложные техники проверки: рентген, аппаратура с применением ультразвуковых волн.
Что можно предпринять в случае обнаружения дефектов шва? Уходит ли деталь в утилизацию? Нет. Если проверка обнаружила у сварочных соединений недоработки, их вполне можно исправить.
В этой статье будут детально рассмотрены варианты сварочных недоработок и как их исправляют.
- Разновидности сварочных ошибок
- Наружные изъяны
- Непровары
- Подрезы
- Наплывы
- Прожоги
- Кратеры
- Внутренние дефекты
- Горячие либо холодные трещины
- Поры
- Варианты исправлений
- Заключение
Разновидности сварочных ошибок
Изъяны сварных швов делятся на два типа: наружный и внутренний. Их названия отражают суть этих понятий. Наружные изъяны находятся на поверхности соединения.
Они обнаруживаются без дополнительных приспособлений, простым осмотром. Внутренний тип недочетов сварки внешне не заметен.
Такие изъяны находятся внутри соединения. Для их обнаружения и исправления нужно дополнительное оборудование.
Наружные изъяны
Непровары
Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы
Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы
Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Второй причиной может служить завышенная сила тока. Швы с такими изъянами непрочные и не герметичные, что будет ключевым моментом в сваривании труб или резервуаров.
Для защиты от прожогов снижается значение силы тока, и увеличивается скорость сварки. Значение также имеет правильность разделки кромок. Начинающему сварщику в этом помогут практические занятия и наработка опыта.
Сварка алюминия требует наиболее точного соблюдения этих показателей.
Кратеры
Кратеры – это углубления в полотне шва, которые появляются в результате резкого обрыва дуги. Несмотря на маленький размер, они могут сильно повлиять на надежность соединения.
Предотвратить их появление можно применением в работе специальных режимов. Они представляют собой функцию понижения силы тока в момент отрыва, что защищает от образования кратера.
У более старых моделей оборудования такой функции нет, поэтому плавность отрыва регулируется вручную.
Внутренние дефекты
Горячие либо холодные трещины
Появлению горячих трещин способствует использование неверного типа присадочного прутка. Металлы детали и электрода должны быть совместимы.
К примеру, нельзя варить алюминиевым прутком нержавеющую сталь. У этих металлов совершенно разные характеристики. Алюминий просто не сможет качественно проварить нержавейку, а потому возникнут трещины.
Второй причиной может стать неправильно проведенная попытка заварить кратер. Если при исправлении этого недочета резко оборвать воздействие, шов может треснуть.
Холодные трещины появляются уже после остывания шва. Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Этот тип изъянов может проявляться также на поверхности полотна, что частично относит его к внешним дефектам.
Пористость соединения встречается достаточно часто. Поры внутри тела шва могут образовываться при низкой защите рабочей зоны от кислородного воздействия, игнорировании или неправильном проведении этапа подготовки металла.
Если на кромках стыка осталась ржавчина, какие-либо включения, нарушающие равномерность шва. Подобно трещинам, поры могут быть внутренней или внешней проблемой.
Для избежания появления пористости шва, нужно убедиться, что подача защитного газа настроена правильно и оградить рабочую зону от внешних воздействий, способных нарушить защитный кокон (сквозняки, порывы ветра).
А также правильно провести подготовительный этап.
Варианты исправлений
Теперь разберем варианты исправления дефектных соединений, которые не получилось предотвратить.
Крупные трещины просто завариваются поверх. Для того, чтобы предотвратить разрастание трещины, нужны отверстия у ее концов. Расстояние от конца трещины до отверстия – 0,5 мм.
После этого трещина разделяется так, чтобы было похоже на буквы V или X. Для этого используется резаки или пневматическое зубило. После разделки трещина зачищается и заваривается.
Иногда есть возможность прогрева дефекта до исправления. Тогда поверхность шва и место обработки будут близки по температурам, а с концов трещины уйдет напряжение. Так можно исправить наружный тип трещин.
Когда шов был забракован внутренними трещинами, непроварами или прожогами, то зона недоработки вырубается (выплавляется), шов накладывается по новой. Наплавы удаляются абразивными материалами (наждачной бумагой, напильником).
Если во время корректировки произошла деформация детали, есть два пути решения: механический и термический.
В первом случае деформация убирается путем механического воздействия на деталь. Применяется прессовая правка, точечные удары молота или домкрат.
Это сложная задача, требующая много труда. Нередко такой метод исправлений приводит к появлению других изъянов, таких как новые трещины или сколы.
Чтобы исправить деформирование термическим путем деталь нагревают до состояния пластичности, и позволяют ей снова остыть. Обратное напряжение, которое при этом возникает, нейтрализует деформацию.
Такой способ исправления используется чаще механического в силу простоты и защиты от дополнительных проблем.
Появление недостатков у сварочного шва в основе имеет нарушение процесса обработки металла. Зная, какие нарушения приводят к изъянам соединения, их можно предотвратить. В первую очередь это уровень квалификации сотрудника.
Он должен соответствовать сложности сварки. Во время работы должна быть соблюдена технология сварочного процесса и РДС. Аппарат должен быть правильно настроен, иметь качественные, соответствующе подобранные детали.
Они должны соответствовать химическим и физическим свойствам обрабатываемого металла. Если подобрать правильные инструменты, ответственно подойти к процессу сварки, шов будет без изъянов и недочетов.
Заключение
Испорченные детали стоит забраковать, отправив в утилизацию. Но при необходимости можно прибегнуть к исправлению.
Исправить допущенные во время работы ошибки можно, однако для этого потребуются время, знания и опыт.
Сварочные изъяны швов бывают разного вида и для их исправления проводятся разные действия. Метод исправления подбирается к конкретному случаю. Но если шов имеет много недостатков, деталь стоит просто утилизировать.
На начале сварочного пути новички часто допускают ошибки. Это нормально, потому что сварка – это дело опыта. При старании со временем швы будут улучшаться.
Как научиться варить инвертором самостоятельно: все детали и видео правильной сварки
Сварка – не так сложно, как может показаться на первый взгляд. Если выучить азы сварочного дела, то процесс обучения не займёт много времени, и уже через пару дней начинающий сварщик справится с изготовлением забора из профлиста или сваркой простейших металлоконструкций. Все азы – в нашем свежем материале.
Если забить в поисковике фразу «Как варить сваркой правильно штучными электродами» или «Научиться варить», то появится несколько десятков статей и видео, где рассказывается и показывается, как сваривать металл самостоятельно инвертором. FORUMHOUSE обобщил материал. Выбрал самые полезные советы и расскажет новичкам, как освоить инверторную электросварку за несколько дней.
- Теория для начинающих сварщиков
- Видео, плюсы инвертора
- Что нужно использовать, чтобы начать работать с инвертором
- Видео, о преимуществах сварочной маски «хамелеон»
- Основные виды и типы марок электродов
- Какую выбрать и применить полярность
- Как подобрать диаметр электрода
- Два основных способа розжига электродов
- Как правильно вести электрод и, под каким углом его держать
- Видео, как пользоваться сварочным инвертором
- Практика сварки для начинающих
- Памятка новичка по сварке, какие требуются приспособления
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.

Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.

Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.

После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.

Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья – Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.

О выборе маски для сварки металла специалист рассказывает в этом видео.
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.

При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Какие бывают виды и типы электродов по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?

Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.

Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.

Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.

Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.

Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Как подобрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами. Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».


Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т.е. для электрода «тройки» выставляйте ток около 90-100 А.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.

Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как вести электрод и правильный угол наклона электрода
После розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.

Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.

После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео – Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Секреты и техника сварки инвертором для начинающих
В этой части мы ответим на самые распространённые вопросы начинающих сварщиков.

Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.


Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков – горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.


А как точно определить оптимальный сварочный ток?

Возьмите металлическую заготовку. Выставите ток побольше и варите. Если прожигаете металл, уменьшайте ток. Найдите ту силу тока, при которой вам будет комфортно варить без прожига металла. Опыт нарабатывается практикой. Потренируйтесь на ржавых кусках металла, набейте руку. После нескольких электродов, сожжённых на прихватках по ржавчине, потом, на хорошем металле, дело пойдет быстрее.


Мой совет: тщательно зачищайте свариваемые детали и стыки от ржавчины и краски до чистого металла.
Хороший совет. Ещё можно научится варить красивые швы на вертикале. После выполнения такой тренировки, горизонтальный шов становится идеальным.
Выводы
Задача первоначального обучения выполнена. Мы рассказали о базовых основах и технологиях сварочного дела инвертором для домашних мастеров. Повторим, возможность сделать красивые, ровные и качественные швы есть у каждого. Они получаются только при регулярной практике и сожжённых нескольких кг электродов.

Советы начинающим сварщикам:
- Перед сваркой не забывайте о применении средств защиты. Очень важно! Не варите без маски, краг и специальной одежды – сварочного костюма, материал которого не прожжёт искрами и брызгами раскалённого металла, иначе вы можете повредить глаза или получить ожёг открытых участков тела.
- Электроды храните в сухом месте. Не варите отсыревшими электродами или электродами с отбитой обмазкой. Высушить электроды можно в электрической печи или в бытовой духовке.
- Чем больше вы тренируетесь и используете металла и электродов, тем качественнее получаются сварные швы. Начав со сварки забора из профнастила, со временем, вы перейдете к более сложным работам. Сварке арок, теплиц, откатных и распашных ворот, калиток, козырьков над домом, самодельных инструментов и приспособлений, которые применяются в домашней мастерской.
- Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются трубопрофиль, арматура, уголок, швеллер и т.д.
Узнать больше о правильной сварке инвертором вы можете в теме Обучение работе со сварочным аппаратом.
- Сварочные работы. Секреты мастерства: как выбрать сварочный аппарат, на каком токе варить разные металлы.
- 4 сварочных лайфхака для «чайников»: как сделать пенал для хранения электродов, как срастить сварочные кабели и выбрать оптимальную длину для выполнения разных работ.
В видео – Делаем зеркало в стиле стимпанк: как варить рамку электросваркой для зеркала, как работать с металлом, полезные приспособления для мастерской.
Характерные ошибки и дефекты сварки
Корневые дефекты шва
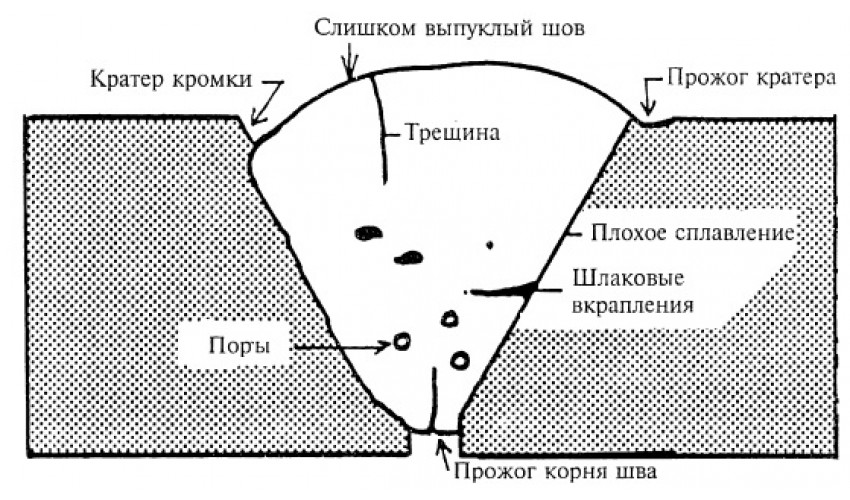
При наплавлении первого валика вдоль корня стыкового шва проникновение металла в корень может быть недостаточным в силу недостаточной силы сварочного тока или чрезмерной скорости сварки. Причина может также заключаться в слишком большом диаметре электрода для данной канавки. При слишком большой силе сварочного тока может произойти прожог корня шва.
Дефекты сплавления
Если сила тока недостаточная или слишком высокая скорость сварки, могут произойти несплавления между наплавленным и основным металлом.
Несплавления могут иметь место и в том случае, если используется слишком маленький электрод при сварке на большом участке холодного основного металла. В этом случае следует использовать электрод большего диаметра и подогревать основной металл.
Дефекты кромок шва
Дефекты кромок могут произойти в силу чрезмерной силы сварочного тока. Однако такие дефекты могут возникнуть и при правильном токе, если дуга будет слишком длинной или если неправильно перемещается электрод. При сварке снизу вверх в вертикальном положении при колебательном движении электрода последний нужно на мгновение прижимать к каждой стороне валика, чтобы металл хорошо проник в шов и чтобы избежать дефектов кромки шва. Дефекты кромки могут быть индикаторами разрыва в сварном соединении.
Поры в сварном шве
Поры в шве могут образоваться из-за содержания влаги в покрытии электрода, особенно при сварке электродами с основным покрытием. Кроме того, причиной образования пор может быть мокрый или влажный основной металл свариваемого изделия. Такой шов ухудшает прочность соединения.
Тепловые трещины
Тепловые трещины могут образоваться во время и сразу после периода охлаждения шва по двум основным причинам:
Из-за включений в основном металле, которые имеют тенденцию к сегрегации и могут образовать слой в середине шва. Этот слой препятствует сращиванию кристаллов. К таким веществам прежде всего относятся углерод и сера. В случаях, когда тепловые трещины вызваны такими веществами, перейдите на электрод с основным покрытием. Если же трещины появились при сварке электродом с основным покрытием, значит данный металл является несвариваемым.
Напряжение через шов может вызвать появление тепловых трещин, даже если основной металл не сегрегирует в шве В определенный промежуток критической температуры, сразу же после коагуляции валика шов имеет очень слабую способность к деформации и, если усадка металла больше, чем растяжение шва, образуется трещина. Этого можно избежать, зажав свариваемую деталь специальным зажимным приспособлением, которое ограничивает усадку металла.
Тепловые трещины появляются в середине валика и представляют собой прямую трещину на поверхности.
Усадочные трещины
Усадочные трещины образуются тогда, когда способность шва к деформации (вязкость) меньше, чем реальная усадка. Такие трещины обычно бывают поперечными и вызываются значительной продольной усадкой. Чтобы избежать образования таких трещин, лучше всего использовать электроды с основным покрытием.
Водородные трещины
Трещины в металле шва образуются под воздействием водорода и могут образоваться в стали любого типа, которая прошла закалку или закаляется во время сварки. Сталь с высоким пределом текучести будет содержать определенное количество упроченной структуры, обычно это мартензит. Чем выше точка плавления, тем выше риск образования водородных трещин, они образуются в основном металле,, который непосредственно прилегает к зоне плавления, и, сочетаясь со сварочным напряжением, образуют трещины в металле шва.
Для сварки закаленной стали можно использовать только сухие электроды с основным покрытием, т. к. в этом случае выделяется очень мало водорода. Влажные электроды выделяют очень много водорода. Другими источниками водорода являются ржавчина, масло, краска или конденсация вдоль сварочной канавки. Подогрев канавки, скажем, до 50°С значительно снизит количество водорода.
Включения шлака в шов
Шлак состоит из неметаллических частиц с покрытия электрода. После каждого валика необходимо тщательно удалять весь шлак. Для этого используйте обрубочный молоток и проволочную щетку. Частицы шлака, попавшие в шов, серьезно снизят прочность соединения. Старайтесь избегать выжигания выемок, т. к. попавший туда шлак трудно удалить.
При подготовке сварочной канавки убедитесь, что она имеет достаточный зазор для обеспечения хорошего сплавления и облегчения удаления шлака. Удалите окалины и ржавчину со свариваемой поверхности и проверьте, правильно ли вы выбрали электрод для данной сварочной позиций.
Как испортить сварной шов: ошибки новичков
Офицальный представитель
Made in Germany
- Главная
- Новости
- Статьи
- Время сварки
- Контакты
- Сварочное оборудование
- Автоматизация и роботизация
- Галерея проектов
- Технологии
Статьи о сварке
- Сварочные процессы
- Ручная дуговая сварка
- Аргонодуговая TIG сварка
- Полуавтоматическая MIG/MAG сварка
- 10 ошибок сварочного процесса и простые пути их решения
- Сварочное оборудование и материалы
- Подбор оптимального сварочного аппарата
- Как выбрать сварочный инвертор
- Как выбрать сварочный инвертор (продолжение)
- Цикл сварки, ПВ
- Сварочная горелка для полуавтомата
- Сварочные контактные наконечники и сопла для сварки
- Выбор сварочного защитного газа
- Правильный выбор сварочной проволоки
- Важное средство защиты – сварочная маска
- Сварка металлов
- Электродуговая сварка стали
- Сварка нержавеющей стали
- Сварка алюминия
- Сварка чугуна
- Сварка титана и его сплавов – технология и особенности
- Сварка меди и медных сплавов
- Автоматизация и роботизация
- Автоматизация сварки: гибкая или фиксированная система?
- Сварка балок
- 5 положений при выборе, эксплуатации и техническом обслуживании сварочного позиционера
- Задание реалистичных целей для проектов роботизированной сварки
- Роботизированная TIG сварка
- Технология тандем сварки
- Промышленные роботы. Сварочные роботы в автоматизации процессов
- Сварочные роботы и бережливое производство
- Разное о сварке
- Основные виды сварных соединений и швов
- Виды дефектов сварных швов и методы их устранения
- Электродуговая сварка труб
- Плазменная резка металла
- Индивидуальные средства защиты сварщика
- Сварочная дуга и ее характеристики
- Предназначение подающего механизма для полуавтоматической электросварки
- Контактная сварка
- Виды контактной сварки
- Устройства для ручной точечной сварки
Читайте также.
Рассылка новых материалов
ПОДПИСЫВАЙСЯ вКонтакте!
10 ошибок сварочного процесса и простые пути их решения
- размер шрифта уменьшить размер шрифта
 увеличить размер шрифта
увеличить размер шрифта
- 1
- 2
- 3
- 4
- 5
 Ошибки в сварочном процессе не являются редкостью, и многие из них могут иметь значительное влияние на качество, производительность и авторитет компании производителя.
Ошибки в сварочном процессе не являются редкостью, и многие из них могут иметь значительное влияние на качество, производительность и авторитет компании производителя.
Пристальное внимание на долгосрочную перспективу, в отличие от ежеминутной экономии, является одним из способов, чтобы помочь избежать дорогостоящих ошибок.
Не зависимо, какой применяется процесс сварки – MIG или TIG, тщательно подбирая сварочное оборудование, горелки и материалы можно добиться значительной экономии на расходах.
Так как существует множество факторов, требующих постоянного контроля – оборудование, сварочный процесс, металл и расходные материалы – неизбежно, что ошибки будут происходить в большинстве сварочных работ, каждый день.
Бывают ошибки и по причине человеческого фактора, например, сварщик может установить на источнике питания или механизме подачи проволоки неверные параметры или неправильно установить сварочную горелку. Но есть и другие ошибки, которые могут возникнуть в сварочном процессе ежедневно – те ошибки, которые многие компании производители делают, даже не осознавая это.
Ошибка № 1: Использование устаревшего сварочного оборудования и технологий
Очень важно для компаний, которые стремятся быть конкурентоспособными – использовать лучшее оборудование для работы. Использование старых источников питания, сварочных аппаратов, полуавтоматов и устройств подачи проволоки может вызвать проблемы с качеством, не говоря уже о простоях и дополнительных затратах на устранение проблем, которые неизбежно возникают от использования устаревшего оборудования и технологий.
Вместо этого, компаниям следует рассмотреть вопрос о новых сварочных технологиях, существующих в этой области, признавая их преимущества в плане улучшения качества сварного шва и повышения производительности. В большинстве случаев новое оборудование может обеспечить компаниям быстрый возврат инвестиций и более долгосрочные сбережения – в относительно короткий срок окупаемости.
Новые технологии часто предлагают такие преимущества, как снижение энергопотребления, высокие скорости сварки, сокращение времени на подготовку перед сваркой и быстрое обучение операторов работе на оборудовании. Все из этих преимуществ в конечном итоге складываются в увеличение производительности труда. Выполнение тщательного экономического анализа, перед тем, как покупать новое оборудование может помочь компаниям оценить их потенциальную отдачу от инвестиций, а также оправдать капитальные расходы.
Ошибка № 2: Использование неправильной сварочной горелки
Использование сварочной горелки слишком слабой или рассчитанной на слишком большие силы тока – может привести к лишним расходам.
В основном сварщики редко проводят весь день в процессе сварки, так как есть временные простои для подготовки к сварке, смену сварочной проволоки, газа, расходных частей горелки. По этой причине можно использовать сварочную горелку с меньшим рабочим циклом или рассчитанную на небольшие силы тока. Например, использование сварочной горелки на 300 Ампер вместо горелки, рассчитанной на 400 Ампер, может обеспечить сварщика большей маневренностью и уменьшить усталость. Сварочные горелки на меньшие токи, стоят, как правило, дешевле.
И, наоборот, на операции, которые требуют более длительного периода сварки, важно использовать сварочную горелку, рассчитанную на более высокие силы тока. Покупка слишком легкой сварочной горелки в этой ситуации может привести к её перегреву и преждевременному выходу из строя и дополнительным расходам. Компании в этом случае должны проконсультироваться с поставщиком сварочных горелок для рекомендаций их применения.
Ошибка № 3: Неправильное хранение сварочных материалов
Хранение сварочных материалов (проволока, электроды и т.п.) в местах, где они склонны к накоплению влаги и воздействию других загрязняющих веществ (например, грязи, масла или жира) может иметь негативное влияние на производительность сварки. Для предотвращения этого, требуется хранить материалы в сухом, чистом месте с относительно постоянной температурой, пока они не будут готовы к использованию.
Катушки с проволокой, которые хранятся в механизме подачи проволоки сварочного полуавтомата в течение длительного периода должны быть закрыты надежно пластиковой крышкой или удалены из устройства подачи проволоки и помещены для хранения в оригинальную упаковку. Механизм подачи проволоки можно также защитить от загрязнения. Такие меры предосторожности от загрязнений, в результате которых можно значительно улучшить качество сварного шва и избежать дефектов.
Ошибка № 4: Неправильная температура подогрева и температура металла во время процесса сварки
Это не редкость для многих компаний – подогреть металл слишком мало или пропустить эту процедуру вообще. Тем не менее, подогрев изделия является одним из факторов, сдерживающих появление трещин в сварном шве, так как он замедляет скорость охлаждения после сварки. Материал, тип соединения и толщина свариваемого материала определяет необходимость предварительного прогрева и промежуточную температуру во время сварки. Эти требования могут быть найдены в карте технологического процесса, нормативах или других документах.
Сварка должна начинаться в то время когда материал достиг требуемой температуры предварительного нагрева. Также необходимо учитывать, что промежуточное (при многопроходной сварке – между проходами) охлаждение ниже требуемой температуры также может привести к растрескиванию.
Ошибка № 5: Игнорирование профилактического обслуживания
Профилактическое обслуживание сварочного оборудования часто упускается из виду, но оно имеет решающее значение для предотвращения незапланированных простоев и поддержания низких затрат на ремонт. Хорошо выполняемая программа профилактического обслуживания также может помочь повысить производительность труда, увеличить срок службы.
Компании, использующие сварочное оборудование, должны разработать регулярный график проверки источников питания, механизмов подачи проволоки и сварочных горелок во время запланированных простоев в производстве. Между рабочими сменами часто достаточно времени для выполнения таких проверок. Необходимо проверить расходные части горелки: контактные наконечники на предмет износа и сопло на предмет налипания на них брызг – замена этих компоненты по мере необходимости – также является важной частью эффективной программы профилактического обслуживания.
Ошибка № 6: Несоответствия используемого защитного газа
Использование правильного типа защитного газа может помочь компаниям предотвратить дефекты сварки, минимизировать сварочные брызги и сократить расходы на доработку после зачистки. Защитные газы также определяют характеристики дуги и глубину проплавления. Например, углекислый газ (CO2) обеспечивает хорошее проплавление, но он склонен к образованию брызг во время сварки и имеет менее стабильную дугу, чем при использовании сварочных смесей с аргоном.
Сварочная смесь аргона с углекислотой (82% аргона /18% CO2) являются лучшим выбором для сварки углеродистых сталей. Эти смеси могут быть использованы в качестве защитного газа при сварке со струйным переносом в целях повышения скорости осаждения и выделяют меньше брызг. Для сварки нержавеющих сталей предпочтительна сварочная защитная смесь 98% аргона /2% CO2, а для сварки TIG любых металлов – 100% аргон (или смесь его с гелием). При помощи использования правильных защитных газов можно повысить скорость сварки, качество сварного шва и характеристики дуги.
Для обоих процессов (MIG/MAG и TIG) компании должны покупать защитные газы у авторитетных дистрибьюторов, чтобы быть уверенными, что она соответствует требованиям чистоты для их применения. Вся система подачи газа должна быть свободной от загрязнений, которые могут попасть в сварочную ванну. Также сварщики должны использовать правильный расход защитного газа. Слишком малый поток газа не будет должным образом защищать расплавленную сварочную ванну, в то время как слишком большой поток может привести к турбулентности и аспирации воздуха в сварочную ванну. Защита сварочной ванны от сквозняков также является критическим фактором для получения качественного сварного шва.
Ошибка № 7: Закупка сварочных материалов только исходя из их низкой стоимости
В связи с изначальной экономией, искушение для компаний может быть достаточно большим, чтобы приобрести дешевые сварочные материалы материалы (проволока, электроды и т.п.). Тем не менее, это может часто приводить к большим долгосрочным затратам и низким уровнем производительности. Например, это не редкость, когда возникают простои, связанные с плохой подачей проволоки из-за нерядной и неравномерной её намоткой, непостоянного диаметра сечения. А также чрезмерного разбрызгивания и дефектов сварного шва при использовании проволоки низкого качества.
Компании могут тратить слишком много дополнительных затрат, влияющих на себестоимость конечного продукта, таких как применение средств против брызг, шлифовку сварных швов после сварки и переделок. По этой причине, важно смотреть на общую стоимость использования определенных материалов, в отличие от удельных затрат. Если применение материалов, которые дороже, но и выше качеством может свести к минимуму расходы на оплату труда и обеспечить более высокое качество сварного шва и большую производительность, то высокие первоначальные затраты на сварочные материалы имеют смысл в долгосрочной перспективе.
Ошибка № 8: Неправильная подготовка сварного шва
Пропуск операции подготовки свариваемых поверхностей перед сваркой может привести к дефектам, переделкам или ремонту шва в конечном итоге. Сварщики должны всегда заботиться, чтобы очистить поверхности металла перед сваркой для предотвращения загрязнений, таких как ржавчина, пыль, масло или жир. Аналогичным образом, мониторинг собранного соединения является важной частью перед сваркой. Сварщики должны тщательно оценить сварные соединения на отсутствие чрезмерных зазоров, так как они могут привести в будущем к дефектам, таким как прожоги или деформации. Это применимо для всех материалов, но особенно относится к сварке алюминия или нержавеющей стали. Зажим и крепление изделие в правильное положение перед сваркой также является хорошей практикой для защиты материалов от коробления, таких как нержавеющая сталь.
Ошибка № 9: Отсутствие своевременной замены расходных частей сварочных горелок
Это не редкость для компаний – не обращать внимания на своевременную замену расходных частей сварочных горелок. К сожалению, эта оплошность может привести к множеству проблем, в том числе незапланированных простоев для исправления и доработки сварных дефектов, вызванных низкой производительностью контактного наконечника, сварочного сопла или канала в горелке. Сварщики всегда должны уметь выбрать соответствующее газовое сопло для обеспечения хорошего потока защитного газа, правильно обрезать и установить каналы для проволоки в горелке в соответствии с рекомендациями завода-изготовителя, и выбрать контактный сварочный наконечник, который соответствует диаметру сварочной проволоки.
Как и со сварочными материалами, компании должны также избегать соблазна купить дешевые, низкокачественные расходные материалы. Они обычно служат не так долго, что приводит к частым простоям, связанным с их заменой и высоким затратам в конечном итоге из-за уменьшения производительности работ.
Ошибка № 10: Экономия на обучении персонала
Как и в других частях сварочного процесса, инвестиция времени и денег в обучение может принести значительные долгосрочные выгоды для компании. Это не только может принести пользу оператору в знании процесса сварки и настройки оборудования, но во многих случаях обучение также может помочь оптимизировать операции сварки для получения большей эффективности. Даже больше, надлежащая подготовка персонала может дать компании конкурентное преимущество над теми, кто использует менее квалифицированную рабочую силу. Это способствует большей совместной работе между сотрудниками.
Как правило, возможности обучения доступны через поставщиков сварочного оборудования и производителей материалов. В некоторых случаях, работа с местными училищами и колледжами, позволяет компаниям получать сварочных операторов и техников, которые уже прошли подготовку для работы на предприятиях компаний с требуемыми им задачами.
Выводы
Создание ошибок является частью человеческой природы, но при тщательном рассмотрении сварочного процесса, легко избежать некоторых наиболее распространенных из них. Проведение анализа по получению долгосрочных сбережений, по сравнению с сокращением сиюминутных расходов, является особенно хорошим способом избежать ошибок, которые могут привести к чрезмерным простоям, вопросам качества или снижения производительности. И это также может иметь отличное воздействие на авторитет компании.





