Как подготовить различные поверхности к окраске.
Это очистка поверхности от старых лакокрасочных покрытий и загрязнений, шпатлевание, грунтование и т.п. Способ подготовки поверхности к окраске и выбор лакокрасочных материалов напрямую зависит от требований, которые будут предъявляться к эксплуатации этого покрытия в дальнейшем, а также от вида и состояния поверхности, которую предстоит окрашивать.
Условия для работы
– Наружные работы по окрашиванию лучше всего проводить в сухую, желательно безветренную погоду. Допустимая влажность воздуха при работе – не более 85%, водоразбавимые краски рекомендуется применять при температуре окружающей среды от +5˚С и выше, органорастворимые – от 0˚С и выше. От температуры зависит время высыхания (указано на упаковке). Поверхность должна быть сухой, на ней не должно быть наледи, капель воды, масляных и прочих загрязнений. Нежелательно красить в жаркую погоду под прямыми лучами солнца (особенно если используются водные краски).
– Окрашивание поверхностей в помещении следует проводить тогда, когда уже застеклены окна и навешены двери. При работе с органорастворимыми красками следует обеспечить в помещении хорошую вентиляцию.
– Окрашивание следует производить при закрытых дверях и окнах.
– Желательно использовать материалы для подготовки поверхности от того же производителя, что и краска – это обеспечит гарантированную совместимость слоев.
Оштукатуренные поверхности
1. Очистка поверхности и заполнение трещин
Перед окраской новой оштукатуренной поверхности сначала ее очищают от брызг раствора. Для этого используют специальный инструмент. Если штукатурка старая и на ней присутствуют трещины, для их заполнения используется шпатлевка или специальные порозаполнители. Трещину расшивают специальным инструментом. Поверхность обеспыливают и очищают. Из расшитой трещины удаляют пыль. Перед шпатлеванием обязательно наносят специальную или универсальную грунтовку. Когда шпатлевка отвердевает, производят зачистку поверхности.
– если штукатурка свежая, перед окрашиванием необходимо проверить уровень влажности на поверхности, он должен составлять не более 8%. Время высыхания штукатурки можно посмотреть на ее упаковке.

2. Грунтование поверхности
После шпатлевания поверхность грунтуют для придания ей однородности, снижения пористости и улучшения адгезии. Грунт наносят кистью или валиком.
– нанесение грунтовки на стену производится в последовательно поперечных направлениях. При обработке потолка сначала выполняют движения перпендикулярно направлению света, а затем – параллельно;
– грунтовочный состав выбирают в зависимости от материала, которым будут окрашивать поверхность, а также в зависимости из состояния поверхности. Тип грунтовки подбирают под вид краски. Например, если краска на водной основе, то и грунтовка должна быть водной.

Шпатлевание выполняют поперечными движениями слева направо или сверху вниз. Для нанесения шпатлевки используют специальные инструменты. Неровности, образующиеся в местах поворота шпателя, сглаживают горизонтальными движениями шпателя.
– при нанесении шпатлевки инструмент держат под разными углами к поверхности: чем меньше угол, тем больше получается толщина наносимого слоя.
Деревянные поверхности
1. Удаление старой краски и загрязнений

Если поверхность ранее была окрашена, старую краску удаляют химическим или механическим способом (для удаления краски химическим способом существуют специальные смывки). Затем слабым раствором моющего средства (обезжиривающего) с поверхности удаляют грязь и пыль, после чего ее промывают чистой водой, чтобы полностью смыть следы моющего средства.
– перед покраской следует убедиться, что все доски тщательно очищены;
– пыль из углублений удаляют тряпочкой, смоченной в уайт-спирите.
2. Заполнение трещин и выбоин
Углубления, выбоины, трещины в дереве заполняют специальной шпатлевкой для дерева. Выступы шпатлевки сглаживают, пока она не высохла.
– если поверхность ранее окрашена, выбоины и трещины заполняют обычной шпатлевкой, если поверхность новая или очищенная от старой краски, трещины заполняют подкрашенной шпатлевкой для дерева.
Когда шпатлевка полностью затвердеет, поверхность шлифуют.
– если на окрашенных деревянных поверхностях имеются сучки, шкуркой удаляют старую краску до чистого дерева и наносят на сучки шеллак, потом грунт и подслой, чтобы выровнять эти места с окружающей окраской. Чтобы смолистые сучки впоследствии не образовали пятен, их нужно сразу покрыть алкидной грунтовкой или органорастворимой краской.
Металлические поверхности
1. Очищение поверхности
Сначала поверхность очищают от старой краски и ржавчины механическим или химическим способом. Потом поверхность обезжиривают растворителями или специальными обезжиривающими составами. После этого наносится грунтовка.
– если поверхность была раньше окрашена, перед грунтованием с нее удаляют ржавчину и отслоившуюся краску;
– нельзя использовать в качестве моющих средств вещества, образующие жирную пленку на поверхности.

Металлическую поверхность грунтуют на 2 раза антикоррозийным грунтом.
– если загрунтованная поверхность приобретет глянец, ее следует матировать (слегка зачистить мелкой шкуркой);
– каждый слой покрытия перед нанесением нового должен просохнуть в течение времени высыхания конкретного материала (это время указано на упаковке).
Подготовка поверхности под покраску
Эксплуатационные качества защитных лакокрасочных покрытий (Пк) существенно зависят от состояния поверхности металла непосредственно перед окрашиванием. Состояние поверхностей, требующих очистки поверхности перед окраской, различается в широких пределах. Разные металлические поверхности могут иметь разные основные исходные состояния.
Международные стандарты ИСО 8501, 8502, 8503 устанавливают методы оценки состояния поверхности стальных конструкций, стандарт ИСО 8504 дает руководство по методам очистки и подготовки стальных поверхностей под окраску с указанием возможностей каждого метода в достижении определенных уровней чистоты поверхности.
Классификация исходных и очищенных поверхностей
Стальные поверхности, подлежащие очистке и подготовке под покраску, классифицируют по степеням окисления по стандарту ИСО 8501-1 и ГОСТ 9.402:
- А — поверхность стали почти полностью покрыта прочно сцепленной с металлом прокатной окалиной. На поверхности почти нет ржавчины.
- В — поверхность стали начала ржаветь, от нее начинает отслаиваться прокатная окалина.
- С — поверхность стали, с которой в результате коррозии почти полностью исчезла прокатная окалина, или с которой прокатная окалина может быть легко удалена. На поверхности стали, при визуальном осмотре, наблюдаются небольшие изъязвления коррозии.
- D — поверхность стали, с которой в результате коррозии прокатная окалин исчезла и на которой наблюдается язвенная коррозия на всей поверхности при визуальном осмотре.
Существует большое количество различных состояний металлических поверхностей, требующих очистки перед окраской. Прежде всего, это касается ремонта уже окрашенных объектов. Возраст объекта и его расположение, качество первоначальной поверхности, свойства старого лакокрасочного покрытия и количество дефектов, тип предыдущих и будущих агрессивных условий и предполагаемое новое лакокрасочное покрытие – все влияет на предстоящую подготовку поверхности к покраске.
Методы подготовки поверхности под окраску
При выборе метода обработки следует учитывать требуемую степень очистки и шероховатость поверхности, соответствующие наносимой системе лакокрасочного покрытия. С целью снижения стоимости работ следует выбирать степень подготовки поверхности под окраску в соответствии с целью и типом ЛКМ или систему покрытий в соответствии со степенью очистки, которая может быть достигнута.
Абразивная струйная очистка является наиболее эффективным методом механической обработки и характеризуется следующими свойствами:
Подготовка поверхности под окраску по ИСО 12944-4 может быть первичной и вторичной.
Первичная подготовка поверхностей под окраску проводится с целью удаления прокатной окалины, ржавчины и различных загрязнителей перед нанесением грунтовочного слоя. После первичной обработки материал представляет собой оголенную сталь.
Окалина является ненадежной подложкой, так как она имеет отличающийся от стали коэффициент расширения, в связи с чем при смене температур хрупкий слой окалины может отслаиваться, что ведет к разрушению покрытия.
Вторичная подготовка поверхности под окраску проводится с целью локального удаления ржавчины и инородного материала с поверхности стали, покрытой грунтовкой, перед нанесением антикоррозионной лакокрасочной системы.
Под подготовкой поверхности под окраску подразумевается не только очистка, но и различные операции, выполняемые для повышения защитных и физико-механических свойств покрытия. Этот вид обработки — один из основных предпосылок успешной защиты.
На выбор метода обработки под окраску влияют материал очищаемой конструкции, толщина материала, размеры, условия проведения работ по очистке, а также характер удаляемых посторонних включений.
Международный стандарт ИСО 8501-1 устанавливает стандартные степени механической первичной подготовки поверхности.
Стандарты ИСО указывают семь степеней очистки поверхности под окраску. Каждый метод подготовки обозначается буквами. Очистка поверхности под окраску абразиво-струйным методом обозначается буквами «Sa», очистка ручным и механизированным инструментом обозначается буквами «St». Следующее за буквами число указывает степень очистки.
Стандарты ИСО указывают шесть степеней подготовки поверхности под окраску на вторичном этапе.
Опыт эксплуатации окрашенных конструкций свидетельствует о том, что при ремонтных работах не всегда нужно полностью удалять все предыдущие покрытия. Это в особенности относится к тем случаям, когда техническое обслуживание производится регулярно.
В случаях, когда производится локальное удаление покрытия, необходимо соблюдать следующие условия:
Степени ухудшения состояния окрашенных поверхностей, подлежащих очистке, должны оцениваться в соответствии с ИСО 4628:1982. «Красочные и лаковые покрытия. Оценка состояния красочных покрытий. Определение интенсивности, количества и размера дефектов общих типов». По возможности необходимо иметь дополнительную информацию о типе прежнего покрытия, количестве нанесенных слоев, толщине покрытия, его адгезии, а также название фирмы-изготовителя конструкции.
После локальной подготовки поверхности под окраску оставшиеся части существующих покрытий должны быть свободны от загрязняющих веществ; при необходимости им следует придать шероховатость для обеспечения удовлетворительной адгезии. Адгезия оставшегося красочного покрытия должна быть проверена испытанием поперечного надреза в соответствии с ИСО 2409.
Способы очистки
Очистка ручным инструментом
Ручная очистка: метод подготовки металлических поверхностей под покраску с помощью ручных инструментов, без применения энергопитания.
Ручную очистку поверхности проводят с использованием обрубочных молотков для скалывания ржавчины и других загрязнений, ручных проволочных щеток, шпателей, скребков, абразивных шкурок, наждака. Молотки для скалывания применяются для удаления толстого рыхлого слоя ржавчины, чтобы сделать более экономичной абразивную струйную очистку. Обработка молотками часто проводится в сочетании с зачисткой щетками. Обработка такими молотками непригодна для общей подготовки поверхности под окраску перед нанесением покрытий. Для удаления рыхлого слоя ржавчины возможно также применение скребков.
Очистка ручным инструментом иногда применяется на начальном этапе для предварительной очистки, с целью снятия относительно легко удаляемых загрязнений перед использованием механизированных инструментов.
Очистка механизированным инструментом
Это метод подготовки металлических поверхностей под окраску с применением механизированных ручных инструментов, но без использования струйно-абразивной очистки. Механизированную очистку проводят с использованием вращающихся проволочных щеток, машин для зачистки абразивными шкурками, дисков для зачистки абразивными шкурками, абразивных точильных камней, зачистных молотков с электро- или пневмоприводом, игольчатых пистолетов, шлифовальных кругов и других различных шлифовальных приспособлений. Зачистка проволочными щетками применима для подготовки сварных швов, но не пригодна для удаления прокатной окалины. Недостаток – очищаемая поверхность не полностью очищается от продуктов коррозии и может становиться отполированной и загрязненной маслом.
Участки поверхности, недоступные для подобных инструментов, должны подготавливаться вручную. При очистке механизированным инструментом необходимо не допускать чрезмерной шероховатости поверхности, острых выступов и кромок, которые часто не перекрываются слоем лакокрасочного покрытия заданной толщины. При использовании проволочных вращающихся щеток необходимо не допускать полировки остаточной окалины до слишком гладкого состояния, что может приводить к ухудшению адгезии покрытия. Применение пневматических молотков должно быть ограничено сварными швами, углами, неровными кромками и т.д., поскольку удары острой грани могут создать неприемлемый профиль плоских поверхностей.
Перед очисткой ручным и механическим инструментом необходимо удалить скалыванием все толстые слои ржавчины. Видимые масло, смазка и грязь также должны быть удалены.
Очистка механизированным инструментом эффективнее и производительнее очистки ручным инструментом, но по эффективности уступает абразивной струйной очистке.
Очистка ручным и механизированным инструментом представляет собой метод подготовки поверхности под окраску, обеспечивающий худшую степень ее чистоты по сравнению с достигаемой при абразиво-струйной обработке. Для достижения качества обработки, аналогичного абразииво-струйному методу необходимо применение более чем одного типа механизированного инструмента, что делает такую подготовку поверхности под покраску более сложной и дорогостоящей. Более того, при этом невозможно удалить масло, смазки и активирующие коррозию вещества, например хлориды и сульфаты.
Однако в некоторых случаях очистке механизированным инструментом отдают предпочтение перед абразиво-струйной очисткой, например, когда необходимо избежать образования пыли или скопления отработанного абразива.
При окончательной подготовке поверхности перед окраской удаляются все заусенцы, острые края или срезы, образовавшиеся во время операций очистки. Остающаяся краска не должна меть блеска и края всей остающейся краски сводятся на нулевую толщину (под углом). Поверхность просушивается, если это необходимо, и с помощью щеток, пылесосов или продувки струей сухого, чистого воздуха удаляются все остаточные продукты очистки и пыль.
Абразивоструйнная очистка
Сухая абразивоструйная очистка
Сухая абразивоструйная очистка или так называемый бластинг заключается в ударе абразивного потока с высокой кинетической энергией о подготавливаемую поверхность. Подача абразива осуществляется при помощи центробежной силы, сжатого воздуха или эжекции. В воздушно-абразивный поток допускается добавлять небольшое количество воды для устранения пыли.
Центробежная абразивная струйная очистка осуществляется на неподвижных установках или в передвижных устройствах, в которых абразив подается на вращающиеся колеса или лопасти разбрасывающие абразив равномерно и с большой скоростью по очищаемой поверхности.
Абразивная струйная очистка сжатым воздухом
Абразивная струйная очистка сжатым воздухом осуществляется при подаче абразива в поток воздуха и направлении образующейся воздушно-абразивной смеси с высокой скоростью из сопла на очищаемую поверхность.
Абразив может быть впрыснут в воздушный поток из емкости, находящейся под давлением, или увлечен этим воздушным потоком в процессе всасывания из емкости, не находящейся под давлением.
Этим способом очищают поверхности под покраску с помощью дробеструйных аппаратов.
Абразивная струйная очистка с вакуумом или всасывающей головкой
Этот метод аналогичен абразивной струйной очистке сжатым воздухом с той разницей, что сопло заключено внутри всасывающей головки, которая герметично закреплена на стальной очищаемой поверхности и служит для сбора отработанного абразива и загрязнений.
В качестве альтернативного варианта воздушно-абразивный поток может быть подан на металлическую поверхность при использовании пониженного давления во всасывающей головке, т.е за счет эжекции. Этот метод имеет название вакуум-бластинг.
Абразивная струйная очистка с впрыскиванием влаги
Этот метод аналогичен абразивной струйной очистке сжатым воздухом с той разницей, что в воздушно-абразивный поток добавляют незначительное количество жидкости (обычно чистую пресную воду), что создает метод струйной очистки, при котором не образуется пыли в диапазоне размера взвешенных частиц менее 50 мкм. Расход воды составляет 15-25 л/ч.
Влажная абразивная струйная очистка со сжатым воздухом
Этот метод аналогичен абразивной струйной очистке сжатым воздухом и отличается тем, что в поток добавляют жидкость (обычно чистую, пресную воду). При этом очистка поверхности перед окраской производится потоком воды, воздуха, абразива.
При влажной абразивной очистке используют смесь абразива с водой в соотношении от 1:2 до 1:6.
Суспензионная струйная очистка
Суспензионная струйная очистка заключается в подаче дисперсии мелких абразивных частиц в воде или другой жидкости на очищаемую поверхность.
Струйная очистка жидкостью под давлением
Абразив (или смесь абразивов) вводят в поток жидкости (обычно чистой пресной воды), и этот поток направляют через сопло на очищаемую поверхность.
Поток представляет собой, главным образом жидкость, находящуюся под давлением, а количество добавленных абразивов, как правило, меньше, чем в случае влажной абразивной струйной очистки сжатым воздухом.
Около 40 лет назад началось использование очистительных свойств водяной струи высокого давления (до 100 МПа).
Этот метод основан на воздействии кинетической энергии высоконапорной водяной струи на обрабатываемую поверхность. При этом струя воды позволяет удалять с поверхности загрязнения и отложения любой физической природы и химического состава: ржавчину, консервационные смазки, лакокрасочные покрытия, битум, смолы, нагар, окалину и т.д. Введение в струю абразива позволяет легко удалять поверхностные слои металла.
Давление воды зависит от типа удаляемых загрязнений, таких как водорастворимые вещества, рыхлая ржавчина и красочные покрытия со слабым сцеплением. Если в процессе очистки использовались поверхностно-активные вещества, необходимо ополаскивание чистой, пресной водой.
Обычно используются следующие методы водной струйной очистки:
Гидроструйная очистка поверхности под покраску при высоком давлении имеет еще название «гидроджеттинг».
Гидроджеттинг под сверхвысоким давлением (более 170 МПа) применяется для полного удаление всех покрытий и ржавчины. Результат сравним с сухим бластингом, но на поверхности после сушки наблюдаются проблески ржавчины.
Гидроджеттинг под высоким давлением. (70 -170 МПа) позволяет удалить большинство красок и продуктов коррозии. Магнетиты (черные окислы) и прочно держащиеся покрытия могут остаться, хотя они с некоторыми трудностями также поддаются удалению.
Гидроочистка под низким давлением (до 35 МПа) позволяет удалить соли, загрязнения, шелушащуюся краску. В основном это промывка поверхности.
Гидроочистка под низким давлением с применением абразива. 0,6-0,8 МПа. Скорость очистки — 10-16 м2/час в зависимости от удаляемого материала. Позволяет уменьшить расход абразива, пылеобразование, избежать образования искр. Результат сравним с сухим бластингом, но на поверхности после сушки наблюдаются проблески ржавчины.
В настоящее время данные технологии активно используются там, где необходимо быстро, качественно и безопасно выполнить работы по очистке и подготовке поверхности под окраску. Такое оборудование многофункционально и позволяет выполнять широкий спектр работ в различных отраслях промышленности.
В процессе подготовки поверхности перед покраской могут выполняться следующие виды работ:
Агрегаты высокого и сверхвысокого давления представляют собой высокоэффективное, экологически чистое и энергосберегающее оборудование на базе водоструйных технологий высокого давления.
Чистка металлической поверхности под окраску высоким и сверхвысоким давлением водяной струи не вызывает нарушений в структуре металла.
Воздействие водяной струи высокого или сверх высокого давления на поверхность можно подразделить на:
Частные случаи использования струйной очистки
Струйная очистка со сметанием
Струйная очистка со сметанием заключается в очистке или придании шероховатости органическим и металлическим покрытиям или в удалении поверхностного слоя (или слабо сцепленного слоя) таким образом, чтобы покрытие с сильным сцеплением, находящееся под первым, не оказалось бы пробитым абразивными частицами и не было бы сорвано с оголением подложки (см. таблицу 3). С этой целью оптимизируют различные параметры струйной очистки, например, твердость абразива, угол атаки, расстояние от сопла до подложки, давление воздуха и размер частиц абразива.
Как правило, для струйной очистки со сметанием используют воздух низкого давления и мелкий абразивный порошок в форме «звездочек». Применяемый абразив: малая и средняя фракция (0,2-0,5/0,2-1,5мм). Такая очистка представляет собой легкий бластинг и имеет еще другое название: «свипинг». Легкий свипинг применяется с целью придания шероховатости неповрежденному покрытию. Сильный свипинг, выполняется с целью удаления слоев непрочно держащегося покрытия.
Точечная струйная очистка
Точечная струйная очистка представляет собой обычную форму струйной очистки сжатым воздухом или впрыскиванием влаги, когда очистке подвергаются только отдельные точки (например, пятна ржавчины или сварки) на поверхности.
В зависимости от интенсивности точечной струйной очистки достигается степень подготовки поверхности под окраску, эквивалентная P Sa 2 или P Sa 2½ (см. табл 3).
Очистка пламенем
Очистка пламенем включает очистку от ржавчины термическими методами с использованием горелок и использованием ацетилена или пропана с кислородом. Она удаляет практически всю прокатную окалину, но не полностью всю ржавчину. Поэтому этот метод не может быть применим при высоких требованиях к покрытиям.
После очистки пламенем поверхность обрабатывают при помощи механизированных щеток и перед окрашиванием дополнительно очищают от пыли. Газопламенную очистку применяют при толщине металла не менее 6 мм.
Очистка сухим льдом (криогенный бластинг)
Криогенный бластинг (обработка гранулами сухого льда) это эффективный способ очистки поверхностей перед окраской от загрязнений с помощью высокоскоростной струи гранул сухого льда основывается на трех основных принципах.
Данная технология уменьшает влажность процесса и снижает риск роста бактерий и образования ржавчины. Очистка сухим льдом является экологически полноценным технологическим процессом и не наносит вреда окружающей среде.
Тройной эффект воздействия (кинетический, термический, динамический) потока сухого льда обеспечивает высокоэффективную очистку поверхности под покраску даже мягких материалов без их повреждения.
При очистке сухим льдом достигается эффективная очистка поверхности от:
Подготовка поверхности под окраску
Внешний вид и долговечность любого покрытия определяется:
- правильностью, тщательностью и качеством подготовки поверхности перед непосредственным нанесением ЛКМ;
- качеством и маркой применяемой лакокрасочной продукции с учетом особенностей дальнейшей эксплуатации поверхности;
- правильностью приготовления лакокрасочного материала к работе и правильностью последующего нанесения ЛКМ на поверхность.
Подготовка поверхности под окраску при строительстве и ремонте включает в себя:
- удаление непрочно держащихся участков поверхности, в том числе остатков старой краски (и ржавчины, если это металл), полное удаление старой краски если она несовместима с вновь наносимой;
- ремонт поврежденной поверхности (грубое выравнивание, заделка трещин, раковин, сколов и др.);
- сушка поверхности перед нанесением защитных и декоративных материалов;
- обязательное упрочняющее грунтование поверхности;
- финишное выравнивание поверхности (шпатлевание с последующей шлифовкой);
- обеспылевание и в некоторых случаях обезжиривание поверхности;
- грунтование непрозрачным грунтом для повышения адгезии (сцепления) к лакокрасочному материалу.
Таким образом, задачами подготовки поверхности под окраску являются выравнивание, упрочнение и повышение адгезии к краске и улучшение внешнего вида.
Одной из самых трудоемких операций при подготовке поверхности под окраску является первая. Чаще всего она выполняется вручную щетками, шпателями, скребками и другими средствами.
Сушка поверхности является крайне необходимым этапом при подготовке поверхности.
Грунтование непрозрачным грунтом обеспечивает снижение расхода краски и увеличивает адгезию защитно-декоративного покрытия.
Большое влияние на качество и долговечность лакокрасочных покрытий оказывают климатические условия при выполнении окрасочных работ: температура и влажность воздуха, температура окрашиваемой поверхности, увлажнение поверхности.
Лакокрасочные материалы естественной сушки рекомендуется наносить при температуре от 5 °C до 35 °C. В случае выполнения окрасочных работ при отрицательных температурах не допускается присутствие льда и инея на поверхности. Также не допускается окрашивать во время осадков или по еще влажной поверхности.
Непременное условие при окраске — обеспечение влажности воздуха ниже 85 %, так как при относительной влажности воздуха свыше 85 % резко снижается скорость испарения растворителей из лакокрасочной пленки и возрастает опасность конденсации влаги на поверхности, которая может вызвать сильное пузырение или шелушение поверхности.
Подготовка поверхностей под различные виды ЛКМ
До начала малярных работ в помещениях заканчивают все строительные работы (кроме настилки линолеума на полы и укладки паркета), электротехнические работы, монтаж и испытание центрального отопления, водопровода, канализации. Поверхность, подлежащая окраске, должна иметь определенную влажность (для оштукатуренных и бетонных поверхностей не более 8%, а для деревянных — 12 %). В зимних условиях внутренние малярные работы производят в утепленных и отапливаемых помещениях при температуре наиболее охлажденных поверхностей выше 8 °С. Деревянные конструкции должны быть хорошо закреплены, не иметь щелей, заусениц и других изъянов. Оконные и дверные блоки поступают на объекты окрашенными один раз (т. е. все процессы, предшествующие первой окраске, выполняет завод-изготовитель).
Подготовка поверхностей под окраску водными составами заключается в выполнении следующих технологических операций: очистки поверхности; огрунтования очищенной поверхности; заполнения трещин и раковин; удаления пыли; частичного подмазывания неровностей на поверхности; шлифования подмазанных мест.
Кроме того, места примыкания к потолкам, стенам и перегородкам встроенных шкафов, если по проекту они должны быть оклеивают марлей. Ею же оклеивают выступающие углы (усенки) перегородок из гипсовых плит или изделий.
Очищают поверхности и трещины на ней от пыли, грязи, брызг и потеков раствора, жировых пятен и высолов при помощи скребков, механических наждачных и ненаждачных кругов, а также щетками и пылесосами. Для сглаживания штукатурки и бетонных поверхностей применяют приспособление для шлифовки поверхностей.
После сглаживания поверхности ножом или стальным шпателем прорезают и расчищают трещины, держа при этом нож или шпатель под углом 60° к поверхности.
Пыль удаляют с помощью травяной кисти или пылесоса. При этом необходимо пользоваться респиратором и защитными очками.
После очистки загрязненные участки поверхности промывают водой и просушивают. Жировые пятна перед промывкой водой протирают двухпроцентным раствором соляной кислоты. Высолы, выступившие на поверхность, счищают щетками и промывают водой. Повторно выступившие высолы, сметают щеткой без последующей промывки.
Перед оклеиванием марлей поверхность промазывают клеевым составом и на сырую пленку укладывают полоску марли шириной 8-10 см, разглаживая ее кистью-ручником, смоченной в клеящем составе. Окончательно разравнивают свеженаклеенную марлю стальным шпателем, снимая при этом излишки клеящего состава.
Огрунтовка состоит в нанесении на поверхность специальных составов. В результате этого окрашиваемая поверхность приобретает свойство одинаково впитывать в себя жидкое связывающее вещество из последующего окрасочного слоя.
Квасцовую грунтовку применяют для покрытия пюверхностей, содержащих известь. Для ее приготовления в клееварке растворяют предварительно замоченный и набухший клей. В полученный при дальнейшем нагревании раствор горячего клея засыпают наструганное мыло, а затем при быстром перемешивании вводят олифу. В отдельной посуде в горячей воде растворяют квасцы и постепенно при постоянном перемешивании в эмульсию заливают раствор квасцов, а затем воду до полного объема и мел. Применяют грунтовку в горячем виде при температуре 50-60 °С. Этим же составом грунтуют несмываемые пятна под клеевую окраску.
Грунтовка-мыловар предназначена для поверхностей, не содержащих известь. В отдельном сосуде при быстром перемешивании приготовляют эмульгированный раствор мыла с олифой. В другом сосуде известь заливают водой (масса которой в полтора раза больше массы извести). Во время кипения извести растворы сливают, перемешивают и разводят водой до полного объема.
Остальные три вида грунтовок применяют:
- казеиновую — под казеиновую окраску;
- силикатную — под силикатную, цементную и полимерноментную окраски;
- латексную или эмульсионную — под эмульсионную окраску.
Готовые грунтовки перед употреблением процеживают через сито (1200 отв/см 2 ). Вязкость готовых грунтовок должна составлять около 15 с по вискозиметру ВЗ-4.
Заполнение трещин, раковин и подмазывание неровностей на поверхности выполняют, нанося шпателями на поверхность шпаклевочные составы. Шпаклевка должна быть однородной, нерасслаивающейси массой, легко разравниваться, не оставлять крупинок и царапин при намазывании тонким слоем.
Консистенцию шпаклевок определяют погружением стандартного конуса. Она должна составлять для нанесения вручную 6-8 см, для механизированного нанесения — 12 см.
Остаточно-ксилолосольвентовую шпаклевку (ОКС) применяют независимо от того, с каким связующим будут наносить окрасочное покрытие.
Безолифную латексную шпаклевку (БЛШ), иногда называемую КЛМ (карбоксиметилцеллюлозная латексная меловая), используют под все виды водных окрасок.
Полимерцементную шпаклевку также применяют под все виды водных окрасок.
Квасцово-клеевую шпаклевку используют только под клеевую окраску. Для ее приготовления квасцы растворяют в 20-30 % объема кипящей воды. В раствор предварительно замоченного клея добавляют настроганное мыло и при быстром перемешивании вливают олифу. В полученный эмульсионный раствор при непрерывном перемешивании засыпают смесь гипса и мела, взятый в соотношении 2 (мел) : 1 (гипс), до получения однородной массы рабочей консистенции.
Казеиновую шпаклевку предназначают только под казеиновую окраску.
Эмульсионную шпаклевку применяют под эмульсионную окраску.
Силикатную шпаклевку используют под силикатную, цементную и полимерцементную окраску.
Обработка поверхностей под простую окраску состоит из одной огрунтовки. Грунтуют поверхность маховой кистью или удочкой. Грунтовки на купоросе, квасцах и глиноземе наносят только маховой кистью, а нейтральную мыловарную и известково-мыловарную можно наносить и удочкой.
Для нанесения состава маховой кистью ее погружают в бачок с составом и при вытаскивании отжимают его излишек. Наносят состав плавным движением кисти вправо и влево, держа се под углом 70° в направлении движения. По мере расхода огрунтовочного состава на кисти ее поворачивают вокруг оси.
Обработка поверхностей под улучшенную окраску состоит из первой огрунтовки, подмазки трещин (с последующей шлифовкой и подгрунтовкой подмазанных мест) и второй огрунтовки.
Первую огрунтовку по потолкам и стенам выполняют одновременно. Делают это удочкой краскопульта с применением мыловарного состава.
Для подмазки трещин используют шпатель, Заполняют трещины поперечными движениями шпателя, плотно вмазывая шпаклевку. Заканчивают эту операцию приглаживанием шпаклевочного слоя движениями шпателя вдоль трещины, Подмазку наносят тонким слоем (на сдир), не допуская утолщений на поверхности. Просохшую подмазку шлифуют приспособлением для шлифовки поверхностей.
Подмазанные места подгрунтовывают кистью, чтобы не образовывались утолщенные участки красочного состава (жилы).
Вторую огрунтовку стен выполняют краскопультом, валиком или маховой кистью, в зависимости от будущего способа окраски. Под окраску валиком грунтовку делают тоже валиком. Вызвано это тем, что при нанесении грутовочного состава валиком поверхность приобретает шероховатую фактуру, которая еще больше подчеркивается в процессе нанесения валиком красочного состава. В том случае, когда возникает необходимость получения более гладкой фактуры, ©грунтовку под окраску валиком или краскопультом выполняют маховой кистью врастушевку.
Для получения более гладких поверхностей в грунтовочные составы вводят мел (на 10 л состава для первой огрунтовки 2-3 кг, для второй — 6-7 кг).
Обработка поверхностей под высококачественную окраску, помимо процессов, выполняемых под улучшенную окраску, предусматривает шпаклевание, обеспечивающее получение ровных поверхностей.
Шпаклюют по тщательно огрунтованным поверхностям, не допуская никаких пропусков. Эту работу выполняют ручными шпателями или механизированным способом.
Ручное шпаклевание. При шпаклевании шпатель держат под разными углами к поверхности. Это позволяет регулировать толщину накладываемого слоя.
Выполняют шпаклевание полосами слева направо, а также сверху вниз и снизу вверх. Шпатель при этом держат так, чтобы левая сторона полотна была несколько ниже правой. В этом случае шпаклевочная масса во время укладывания перемещается вдоль лезвия, образуя с левой стороны гладкую поверхность, а с правой — гребень. При накладывании следующей полосы гребень снимается и разглаживается, но одновременно справа образуется новый, который также сглаживается при выполнении следующей полосы.
Шлифование шпаклевочного слоя делают после его высыхания. Для шлифования применяют шлифовальную бумагу № 8-12, зажатую в шарнирную терку. Пыль обметают волосяной щеткой. Ветошью этого делать нельзя, так как пыль втирается в поры шпаклевки, что в дальнейшем приводит к отслаиванию красочной пленки.
Подготовка и обработка поверхностей железобетонных панелей и настилов
Обычно железобетонные панели и настилы перекрытий выпускаются заводами с гладкой однородной фактурой, не требующей затирки или сплошного шпаклевания, поэтому обработку поверхностей под окраску водно-меловыми и клеевыми колерами выполняют в следующей последовательности: грунтуют поверхности удочкой краскопульта, применяя нейтральную мыловарную грунтовку; оклеивают марлей места примыкания встроенных шкафов к потолкам и стенам; прошпаклевывают по марле, выравнивая подклейку поверхности заподлицо с плоскостью стены и потолка (исправляют шпаклевкой незначительные изъяны поверхностей); шлифуют прошпаклеванные места шлифовальной бумагой № 8-12; вторично грунтуют поверхности, применяя для потолков удочку краскопульта, а для стен валик или маховую кисть. При некачественных поверхностях панелей и настилов вводят шпаклевочные и шлифовочные операции.
Подготовка новых оштукатуренных и деревянных поверхностей
Подготовку под масляную окраску начинают с очистки поверхности. Делают это так же, как и для поверхностей под окраску водными красками.
Приготовление составов для обработки поверхностей по окраску масляными красками. При приготовлении грунтовочных и шпаклевочных составов вводят все составляющие компоненты, предусмотренные в соответствующем рецепте. Это обеспечит хорошую укладываемость краски при нанесении и необходимую прочность пленки.
Рекомендации по приготовлению составов:
Мел для подмазочных и шпаклевочных составов вводят до получения рабочей густоты. Проолифку выполняют олифой. Большие поверхности проолифливают валиком или маховой кистью массой 200-300 г, а малые — кистью-ручником.
На границе двух колеров работают с отводной линейкой, устанавливая ее точно по пограничной линии.
При работе валиком или маховой кистью на границе масляной и клеевой окрасок опыленным шнуром отбивают линию, Ниже этой линии кистью-ручником олифят полосу шириной 10-15 см. Также ручником делают отводку у плинтусов и мест пересечения плоскостей при последующей окраске валиком. При работе валиком применяют ванночку с сеткой. На нее отжимают излишек олифы. При проолифливании маховой кистью олифу наносят сначала волнообразными движениями кисти, а затем растушевывают в поперечном направлении.
Подмазку трещин и прочих изъянов выполняют по просохшей после проолифки поверхности масляной или подмазочной шпаклевкой. Одновременно с этим подмазывают места, где штукатурка примыкает к наличникам и плинтусам. При подмазке трещин и изъянов применяют шпатель, а примыканий — резиновую пластинку размером 7х10 см, толщиной 5-6 мм. Подсохшую подмазку зачищают шлифовальной бумагой № 8-12, натянутой на колодку. Пыль обметают щеткой или кистью.
Шпаклевание поверхностей под окраску неводными составами выполняют вручную шпателями. Приемы работы те же, что и под клеевую окраску. Под улучшенную окраску шпаклюют в один слой, под высококачественную — в два, а иногда ив три слоя. Каждый слой сглаживают шлифовальной бумагой № 8-12, натянутой на колодку.
Прочность шпаклевочного слоя и низкое водопоглощение позволяют наносить повторный слой без огрунтовки. Последний слой — выправочный — наносят металлическим шпателем по загрунтованной поверхности.
Зашпаклеванные поверхности грунтуют неводной жидкой грунтовкой под цвет будущей окраски. Наносят грунтовку на большие поверхности валиком или маховой кистью массой 200-300 г. При огрунтовке валиками малодоступные места, как и при проолифке, предварительно окрашивают кистями-ручниками.
Обработку столярных изделий и деревянных перегородок выполняют так же, как и обработку оштукатуренных поверхностей, применяя те же приемы работы. Шпаклевочные составы берут в зависимости от условий эксплуатации- деревянных изделий. При отделке столярных изделий, встроенных в наружные ограждающие конструкции, используют только 1 %-ные маслинные шпаклевки, а при внутренних отделках — 3 %-ные масляные или клеевые.
Обработку деревянных полов выполняют, применяя олифу с сухими пигментами (для проолифки) и масляную шпаклевку (для подмазки). Проолифливают и грунтуют полы валиком ила маховой кистью, не перенасыщая грунтовочную пленку. Для подмазки и шпаклевания используют металлический шпатель. Делают это по просохшей проолифке, плотно вмазывая шпаклевку в изъяны.
Просохший слой шпаклевки шлифуют шлифовальной бумагой № 25-40, тщательно убирая пыль волосяной щеткой. Второе шпаклевание выполняют теми же приемами, зачищая шлифовальной бумагой № 8-12 и тщательно убирая пыль.
Новые деревянные полы с уплотненными швами и остроганные перед проолифкой не моют, так как это приводит к повышенному увлажнению древесины, а очищают скребками, удаляя пыль волосяными щетками.
Подготовка к окрашиванию металлических поверхностей труб и радиаторов отопления, газовых и водопроводных труб, решеток, лестничных и балконных ограждений) состоит в очистке стальными щетками от брызг раствора, ржавчины и обезжиривании поверхности.
Огрунтовку поверхностей металлических конструкций делают немедленно после очистки, тщательно покрывая поверхность грунтовочным составом. Это предохраняет металл от коррозии, которая наступает вслед за подготовкой. Для огрунтовки применяют олифу натуральную или «Оксоль» с введением тертых пигментов (обычно железного сурика). Грунтовочные составы наносят на большие поверхности маховыми кистями массой 200-300 г, валиками, а на малые — кистями-ручниками. Вязкость состава для нанесения кистями и валиками 30-40 с по вискозиметру ВЗ-4.
ПОДГОТОВКА ПОВЕРХНОСТЕЙ К ОКРАШИВАНИЮ
Качество окрашенных поверхностей едва ли не наполовину зависит от того, как поверхность подготовлена к окраске: нет ли на ней неровностей, смоляных и масляных пятен, гладкая ли она.
Поэтому, прежде чем брать в руки кисточку или валик, рука должна поработать шкуркой, шпателем и тряпкой.
Поверхности неодинаковы (выполнены из различных материалов), различной будет и их подготовка к окрашиванию. Так что по порядку — рассчитайсь.
Подготовка оштукатуренных поверхностей
Новые, не окрашенные ранее оштукатуренные поверхности готовим к окрашиванию в такой последовательности.
В первую очередь поверхность необходимо прочистить или сгладить сначала пемзой или лещадью, затем шлифовальной шкуркой. Прочистку производим только по сухой поверхности круговыми движениями. В процессе этой операции от штукатурного слоя отшелушиваются слабодержащиеся песчинки, сглаживаются небольшие бугорки, а поверхности становятся ровными и гладкими.
Второй этап: заделка трещин. Все трещины разрезаем ножом на глубину не менее 3 мм, очищаем от пыли, смачиваем водой и замазываем гипсовым раствором (см. «Штукатурные работы») или гипсово-меловой подмазкой, хорошо затираем и сушим.
Далее следует удалить имеющиеся смоляные и масляные пятна. Небольшие участки можно заклеить тонкой фольгой; большие вырубаем зубилом и молотком на глубину не менее 3 мм, а образовавшиеся неровности заделываем, аналогично трещинам, гипсо-во-меловой подмазкой.
Краски очень не любят пыль (а на оштукатуренных поверхностях ее предостаточно), поэтому завершающий этап подготовки — обеспыливание, для чего можно воспользоваться щетками или веником, но намного эффективнее будет проделать это с помощью пылесоса или влажной тряпки. Если вы выбрали влажный способ обеспыливания, то перед окрашиванием поверхности необходимо хорошо просушить.
Несколько слов о сухой штукатурке: по сути, подготовка поверхностей, облицованных листами сухой штукатурки, к окрашиванию (заделка швов, изоляция гвоздей) является завершающим этапом процесса оштукатуривания (облицовки). Поэтому в данном случае речь может идти только об обеспыливании поверхности.
Подготовка деревянных поверхностей
В подготовке к окрашиванию новых деревянных поверхностей выделим следующие этапы.
Сначала с помощью стамески и молотка вырубим сучки и засмолы. Столь радикальные меры необходимы, так как сучки имеют несколько большую плотность, нежели основной массив древесины, и при усы-хании сучки будут буграми выступать на поверхности, а краска в этих местах — трескаться; засмолы же вырубаем по той причине, что смола имеет обыкновение проникать в шпатлевочный слой и проступать на окрашенной поверхности неудалимыми пятнами. Образовавшиеся большие отверстия можно заклеить деревянными шпонками (на столярном клее или дисперсии ПВА) либо заделать их густой смесью мелких опилок и дисперсии ПВА.
Затем шлифовальной шкуркой удаляем мелкие заусенцы и шероховатости, а трещины и мелкие следы от удаленных сучков и засмолов заделываем специальной шпатлевкой по дереву (под пигментированную окраску — любой, под лак — согласно породы древесины).
Завершающий этап — удаление масляных пятен (применим ацетон, очищенные бензин или керосин) и обеспыливание (на этот раз предпочтение отдадим сухому методу, дабы от повышенной влажности не пострадала незащищенная древесина).
Подготовка металлических поверхностей
Металлические поверхности перед окрашиванием тщательно осматриваем на предмет обнаружения ржавчины и окалин. Обнаруженные продукты коррозии, а также грязь, брызги известкового раствора удаляем металлическими щетками, шлифовальной шкуркой, можно применить для этой же цели электрическую шлифовальную машинку.
Прекрасно зарекомендовал себя химический метод очистки металлических поверхностей от ржавчины и окалин с использованием пасты «Автоочиститель от ржавчины» и «Автопреобразователь ржавчины».
Затем подлежащую окрашиванию металлическую поверхность следует обезжирить. Чтобы не допустить пропусков замасленных мест (на темном металле их бывает трудно заметить), протираем всю поверхность любым органическим растворителем (ацетоном, уайт-спиритом, очищенным бензином или керосином) либо промываем теплой водой со стиральным порошком.
После всех этих процедур промоем всю поверхность теплой водой для удаления пыли, остатков органического растворителя или моющего средства. Перед окрашиванием металлическую поверхность хорошо просушиваем.
Подготовка ранее окрашенных поверхностей
У поверхностей, которые ранее были окрашены, порядок подготовки к новому окрашиванию иной.
Во-первых, существует одно обязательное правило: поверхности, ранее окрашенные известковой или клеевой краской, к новой окраске не допускаются без полного удаления «набела» — старой краски.
Удалить «набел» можно сухим способом: соскребая его скребками или шпателем. Если этот способ неэффективен, то поверхность можно увлажнить (желательно горячей водой), а когда краска размокнет — удалить с помощью металлического шпателя. Еще один, не менее эффективный метод удаления «набела»: поверхность промываем 1-2%-ным раствором соляной кислоты, от которой краска вспучивается и легко удаляется. После применения каждого их этих способов удаления «набела» поверхности обязательно размываем чистой водой.
Порядок подготовки поверхностей, окрашенных масляными красками, эмалями и лаками, зависит от состояния предыдущего покрытия. Если краска не потрескалась и хорошо держится на основании, то ограничимся промывкой поверхности слабым раствором аммиака или кальцинированной соды, а затем чистой водой.
Если же старая краска потрескалась, отшелушивается или вспучивается, то ее следует удалить. Механический способ (с помощью заточенного металлического шпателя) очень трудоемок и не всегда позволяет удалить старое покрытие полностью. Воспользуемся химическими средствами: смывкой типа БЭМ или самостоятельно приготовленной пастой (см. главу «Материалы. »). Смывку или пасту наносим на окрашенную поверхность тонким слоем в 2-3 мм и оставляем до размягчения краски (на 1-2 часа). Размягченная краска легко удаляется металлическим шпателем или скребком. Снятая с краской паста может быть использована вторично, в случае ее подсыхания добавим раствор каустической или кальцинированной соды — ив дело.
После удаления краски поверхность обязательно промываем 2%-ным раствором соляной кислоты, затем чистой водой и просушиваем.
Очищенную таким образом от старой краски поверхность далее подготавливаем к окрашиванию как новую (в соответствии с типом поверхности).
Подготовка проблемных мест
В местах, где окрашенная поверхность имеет закопченные пятна и пятна ржавчины, подготовку необходимо проводить с особой тщательностью, полностью удалять или изолировать пятна во избежание высвечивания их на свежеокрашенной поверхности (особенно это относится к оштукатуренным поверхностям, окрашенным известковой или клеевой краской).
Первый этап — этап удаления «набела» и старой краски — полностью соответствует описанному ранее.
Далее следует изолировать ржавые и закопченные пятна, просочившиеся на основание от контакта с новым покрытием, или «избавиться» от них. Существует несколько способов изоляции и «избавления».
Изолировать пятна можно, покрыв их в два слоя грунтовкой-мыловаром, а затем прогрунтозать еще раз вместе со всей поверхностью.
Поверхность можно протравить, для чего приготовим травянку из воды и медного купороса в соотношении 10 л х 0,5 кг — для травянки нормальной крепости, 10 л х 0,7 кг — для средней крепости и 10 л х 1 кг — для крепкой травянки. После растворения кристаллов медного купороса травянку процеживаем, покрываем ею закопченные и ржавые места 1-2 раза (для лучшего эффекта травянку можно разогреть) и просушиваем поверхность.
Закопченные пятна можно промыть 2%-ным раствором соляной кислоты, затем чистой водой и просушить. Сильно закопченные поверхности можно подновить перетиркой обычным известковым раствором.
В местах, где ржавчина глубоко проникла в штукатурный слой, терапевтические методы мало пригодны, поможет только хирургия: вырубаем ржавые пятна вместе со штукатуркой и «ставим заплату» из свежего штукатурного раствора (см. «Штукатурные работы»). Закопченные пятна и пятна от ржавчины, образовавшиеся на покрытии из масляной краски, эмали или лака, удаляются обычно вместе с удалением покрасочного слоя.
Подготовка оштукатуренных поверхностей под окраску
Технологическая карта
Этапы работ по подготовке поверхности к качественному окрашиванию включают следующие работы:
- Очистка
- Смачивание водой
- Сглаживание
- Расшивка трещин
- Первая грунтовка
- Частичная подмазка
- Шлифовка подмазанных мест
- Первая сплошная шпаклевка
- Шлифовка
- Вторая грунтовка
- Вторая шпатлевка
- Шлифовка
- Третья грунтовка
- Грунтовка третья с подцветкой
- Окраска
При выполнении более простых ремонтов, которые нас вряд ли могут заинтересовать, количество этапов работ уменьшается.
В дополнение к указанным видам работ по подготовке поверхности. Я бы добавил финишную шпаклёвку полимерными составами. Об этом в другой статье.
Очистка
Вновь оштукатуренные поверхности очищаются от брызг раствора, подтёков. Со старых поверхностей снимаются обои, старая краска, побелка с потолка.
Для работ используются металлические шпатели, скребки, стальные щетки. Старые обои сначала мочатся, потом снимаются. Побелка с потолка легко соскрести, если предварительно хорошо намочить.

Смачивание водой
Новую штукатурку перед сглаживанием, нужно намочить. Для этого используют валик или маховую кисть.
Сглаживание
Штукатурку нужно сгладить деревянной или пластиковой теркой. После сглаживания поверхность нужно очистить маховой кистью.
Расшивка трещин
Если на поверхности есть трещины их нужно расшить на глубину не менее 2 мм.
Первая грунтовка
Грунтовка наносится на поверхность для уменьшения её пористости и улучшения адгезии поверхности со следующими слоями подготовки. Слабые штукатурные поверхности покрывают не проникающими, а укрепляющими грунтовками.
Для грунтовки используют валик. Поролоновый валик дает хорошее впитывание и проникновение грунтовки в поверхность.
Частичная подмазка
Разделанные трещины нужно подмазать быстросохнущими составами, например, алебастром. Для бетонных стен можно использовать раствор гипсовой штукатурки. Трещины на стенах оштукатуренных цементными и известковыми растворами заделывают составами без содержания гипса.
Подготовка поверхности к окрашиванию
Шлифовка подмазанных мест
После просыхания, подмазку трещин нужно отшлифовать наждачной шкуркой. После шлифовки заделанные трещины нужно прогрунтовать.
Первая сплошная шпаклевка
Сплошная шпаклевка поверхности проводится составами, приготовленными из сухих смесей. Раствор готовится по рецептуре указанной на упаковке. Для работ понадобится большое чистое ведро из пластика и два шпателя длиной от 350 мм.
Первый слой шпаклевки наносится слоем около 5 мм, снизу вверх, от углов к середине.
Работа по шпаклеванию требует навыков, но довольно быстро осваивается. Большое значение имеет правильная густота раствора. Он не должен быть слишком жидкий и не должен быт слишком густой. В ведре с готовым раствором должен стоять металлический шпатель 100 мм. При этом шпаклевка не должна стекать с края шпателя.
Шлифовка
Слой шпаклевки сохнет не менее 12 часов. После полного высыхания проводится шлифовка поверхности. Для работ используется наждачная шкурка №10 или 8. Для удобного удержания шкурка вставляется в специальный держатель для шкурки.
Шлифовка проводится круговыми или поступательными движениями, равномерными по всей поверхности. Контроль шлифования осуществляется визуально и рукой.
Вторая грунтовка
Слой грунтовки по шлифованной поверхности закрепит первый слой шпаклёвки, очистит её от пыли и улучшит его адгезию.
Вторая шпатлевка
Следующий слой шпаклёвки наносится на просохшую грунтовку. Каждый слой шпаклевки для улучшенной окраски должен быть сплошным.
Шлифовка
Второй слой шпаклевки также шлифуется, но шкуркой меньшей абразивности. Если первый слой шлифовался №10 или 8, то второй слой шлифуем №8 или 6.
Третья грунтовка
Опять снимаем пыль с поверхности слоем грунтовки.
Грунтовка с подцветкой
Следующий слой грунтовки можно подцветить краской, которая будет использоваться для окрашивания. Пропорции краски и грунтовки доя подкрашивания поверхности 1 к 10.
Окраска
Красится поверхность в два-три слоя. Каждый последующий слой наносится поле полного, естественного высыхания предыдущего.
Принципы и методы подготовки поверхности под окраску.
Важнейшим показателем, определяющим срок службы покрытия и во многом зависящая от подготовки поверхности, является адгезия — явление, заключающееся в установлении связи между пленкой краски и подложкой, на которую она нанесена. При этом возникают различные по природе связи: химические с энергией от 50 до 1000 кДж/моль, водородные, электростатические, молекулярные (силы Ван-дер-Ваальса) с энергией до 50 кДж/моль, а также связи, вызванные механическим зацеплением краски в неровностях окрашиваемой поверхности.
Основными видами загрязнения металлов являются оксиды в виде:
- прокатной окалины — смесь оксидных соединений железа: вюстита FeO, магнетита Fe3O4 и гематита F2O3. Окалина имеет более положительный электродный потенциал в водных растворах по сравнению с потенциалом железа, поэтому в воде, во влажной атмосфере, в растворах солей при наличии окалины наблюдается интенсивная коррозия стали на участках с разрушенной окалиной. Окалина довольно прочно сцеплена с металлом и ее удаление является наиболее трудоемкой частью очистных работ.
- ржавчины − гидратированные оксиды железа; ее присутствие приводит к снижению адгезии покрытий и, кроме того, усиливает осмотическое проникновение воды под пленку краски вследствие наличия в ней растворимых продуктов.
Так же на подложке зачастую присутствуют и другие виды загрязнений:
- при нанесении на металлические поверхности лакокрасочный материал практически всегда (даже после очистки) контактирует не с металлом, а с его кислородными или иными соединениями и адсорбированной водой. Адсорбированная вода всегда имеется также на поверхности и других материалов − бетона, пластмасс, резины, дерева. Кроме того, в связи со щелочностью, поверхность многих строительных материалов загрязнена карбонатами за счет диоксида углерода воздуха.
- в виде жиров, консервационных масел и смазок, остатков полировочных паст, охлаждающих эмульсий и т.п. ухудшает условия смачивания поверхности лакокрасочными материалами и, следовательно, ослабляют взаимодействие краски с подложкой.
- пыль от разрушения частиц абразива, соли из морской воды или атмосферы, остатки прежней краски и т.п. Они должны удаляться с поверхности по возможности более тщательно, т.к. растворимая их часть вызывает осмотическое проникновение воды, а нерастворимые частицы ослабляют контакт краски с поверхностью.
Все это отрицательно сказывается на адгезии и других защитных свойствах будущего покрытия.
Не малую важность так же имеет рельеф окрашиваемой поверхности — он связан с исходными дефектами поверхности и условиями обработки.
Дефекты поверхности, образующиеся при изготовлении деталей и конструкций: заусенцы, вмятины, острые кромки, сварочный град, остатки флюсов, неровности сварных швов и т.п. Дефекты поверхности приводят к разнотолщинности покрытий, возникновению анодных и катодных участков, непрокрашенных участков и, в конечном итоге, преждевременному разрушению покрытия и коррозии.
Оценка рельефа с точки зрения подготовки поверхности связанна главным образом с шероховатость поверхности. Шероховатость поверхности может влиять на свойства будущего покрытия как положительно, так и отрицательно. Оптимальная величина шероховатости определяется из следующих соображений:
- с одной стороны, чем больше шероховатость, тем больше истинная (активная) поверхность металла и, на первый взгляд, больше адгезионная прочность лакокрасочного покрытия. Например, соотношение между площадью поверхности, определенной по ее геометрическим размерам, и истинной (с учетом шероховатости) составляет для полированной стали около 1,4, а для стали после абразивоструйной обработки может достигать 10.
- с другой стороны, слишком большая шероховатость может привести к следующим недостаткам формируемого покрытия: снижение декоративных свойств покрытия из-за волнистости окрашенной поверхности, и отсюда, повышенное грязеудержание; потери лакокрасочного материала вследствие заполнения глубоких впадин на шероховатой поверхности (при шероховатости около 150 мкм увеличение расхода краски достигает 0,1 л/кв.м); возможное появление пустот на дне глубоких впадин, т.е. участков неадгезированного покрытия, что ведет к снижению адгезионной прочности.
Принято считать, что для крупногабаритных металлоконструкций, на которые наносятся толстослойные (более 250 мкм) покрытия классом IV и выше по ГОСТ 9.032, оптимальная шероховатость RΖ может быть принята в диапазоне 40-90 мкм.
Взаимодействия подложки и ЛКМ с точки зрения характера окрашиваемого материала можно характеризовать двумя свойствами: сродством материала к воде (т.е. его гидрофильности или гидрофобности) и величиной поверхностной энергии.
Металлы по своей молекулярной структуре гидрофобны, однако присутствие оксидов и других сорбированных соединений может придать гидрофильность их поверхности. В зависимости от вида применяемого материала требуется соответствующая поверхность: под водные краски − гидрофильная, под краски на гидрофобных пленкообразователях − гидрофобная. Гидрофилизация поверхности достигается обезжириванием, нанесением конверсионных покрытий; гидрофобизация − обработкой различными поверхностно−активными веществами, аппретированием и т.п.
Поверхностная энергия твердых тел, служащих подложкой, во многом определяет такие важные свойства, как смачивание, растекание, адгезия и др. Как правило, жидкости тем лучше смачивают подложку, чем выше ее поверхностная энергия.
Поверхностная энергия, как и степень гидрофильности или гидрофобности, может быть существенно изменена путем модификации, например, оксидированием, фосфатированием, азотированием и другими методами.
Качественная подготовка поверхности под окраску состоит из следующих основных операций:
- устранение дефектов поверхности;
- удаление масляных и жировых загрязнений;
- удаление продуктов коррозии;
- удаление прочих загрязнений (хлоридов, пыли, остатков абразива и т.п.).
Работы по устранению дефектов поверхности (заусеницы, острые кромки, сварочные брызги и др.), как правило, выполняются в процессе изготовления конструкций до начала очистных работ.
Для удаления загрязнений и создания требуемой шероховатости поверхности применяют преимущественно механические и химические методы.
По возможности, следует производить подготовку поверхности, когда коррозия стали по стандарту ИСО 8501−1 оценивается степенью А или между А и В.
Перед проведением механической обработки поверхность необходимо очистить от масел, смазок, грязи и других загрязнителей:
- Масляные и жировые загрязнения должны быть удалены растворителем или водными моющими растворами.
- Меловые загрязнения, копоть от сварки и резки удаляются пресной водой, при необходимости используют пневмощетки.
- При наличии на поверхности растворимых солей их следует удалить струей воды.
Способ подготовки поверхности, чистота поверхности, шероховатость и другие параметры очистки не должны противоречить рекомендациям поставщика лакокрасочных материалов.
Если в процессе очистки не достигнута необходимая степень подготовки поверхности, то необходимо провести дополнительные работы, при этом могут быть использованы другие более подходящие для этого случая методы. В отдельных случаях сразу предусматривается использование различных методов подготовки поверхности (например, первоначально гидравлическая очистка от старой краски и продуктов коррозии, затем абразивоструйная очистка от налета ржавчины и для создания оптимального рельефа).
При подготовке ранее окрашенных поверхностей не всегда нужно полностью удалять предыдущие покрытия. В тех случаях, когда допускается локальное удаление прежнего покрытия должны соблюдаться следующие условия:
- оставшееся покрытие должно быть совместимо с новым покрытием и не снижать его защитные свойства;
- во время локальной очистки не должны быть повреждены соседние участки;
- это должно быть экономически целесообразно.
Наиболее распространенные виды очистки поверхности под окраску:
- Абразивоструйная очистка — абразивные частицы в виде песка или других специализированных материалов ускоряются из абразивоструйного аппарата при помощи энергии сжатого воздуха. Является наиболее эффективным и производительным видом механической очистки.
- Гидроабразивная очистка — Абразив вводится в поток жидкости (обычно чистой воды) и струя направляется через сопло на обрабатываемую поверхность. Жидкость подается под более высоким давлением и количество абразива обычно меньше, чем при очистке сжатым воздухом. В воду может добавляться ингибитор коррозии, совместимый с последующим покрытием. С помощью данного метода может достигаться степень подготовки Sa3 при любой степени коррозии исходной поверхности или ранее окрашенной поверхности. Такая очистка позволяет одновременно удалять практически полностью все водорастворимые загрязнения.
- Дробеметная очистка — отличается от абразивоструйной тем, что поток дроби создается не сжатым воздухом, а в результате центробежной силы от вращающего с большой скоростью (2500−3000 об/мин) ротора с лопатками, выбрасывающими веерообразным потоком абразив на очищаемую поверхность. Такой способ подготовки поверхности в 5−10 раз производительнее абразивоструйного и значительно дешевле. Он используется в условиях непрерывной обработки деталей с доступными поверхностями, например, листового и профильного проката в поточных линиях. В большинстве случаев установки дробеметной очистки − это стационарные сооружения с закрытыми камерами и циркуляцией абразива в замкнутой системе.
- Гидроочистка — заключается в обработке поверхности струей воды, подавляемой под высоким или сверхвысоким (порядка 300 МПа) давлением насосом через сопло. Требуемое давление зависит от типа и количества загрязнений. Обычно метод гидроочистки используют для удаления водорастворимых загрязнений (солей, растворимых отложений), рыхлой ржавчины, разрушенных или с низкой адгезией лакокрасочных покрытий, морских обрастателей, водорослей и т.п. Для удаления масел и жировых загрязнений в воду добавляют поверхностно-активные вещества, которые затем удаляют струей чистой воды.
- Очистка ручным и механизированным инструментом — обеспечивает худшую чистоту и рельеф поверхности по сравнению с абразивоструйной очисткой. К тому не редко она оказывается и более трудоемкой и дорогостоящей. Поэтому этот метод следует использовать в тех случаях, когда указанные выше методы высококачественной подготовка поверхности по каким-либо соображениям неприемлемы.
- Травление — очистка поверхности сводится к растворению оксидов (окалины, ржавчины) и поверхностного слоя металла, восстановлению оксидных соединений и их отрыву выделяющимся водородом. Травлению подвергают изделия, предварительно очищенные от механических и жировых загрязнений. В качестве травильных растворов для черных металлов наиболее широко используют серную, соляную и ортофосфорную кислоты с различными добавками. Кислотное травление проводят в ваннах или в струйных камерах; продолжительность процесса обычно составляет в первом случае около 30 мин, во втором − около 5 мин. После травления изделия промывают последовательно горячей и холодной водой, а затем нейтрализуют остаточную кислоту слабокислыми или слабощелочными растворами.
Подготовка поверхности к окрашиванию
Зачем нужна подготовка поверхности к окрашиванию
Задача любого ремонта квартиры это получение простой, улучшенной или высококачественной отделки потолка, стен и пола квартиры. Окрашивание поверхности относится к наиболее сложным работам, требующим серьёзной подготовки поверхности. Именно по этому, подготовка к окрашиванию может служить примером отделочных работ с максимальными этапами выполнения.
Подготовка поверхности к окрашиванию
Так как водные краски давно превалируют над масляными составами, то и смотреть будет технологическую карту подготовки поверхности к окрашиванию водными красками.
Технологическая карта
Этапы работ по подготовке поверхности к качественному окрашиванию включают следующие работы:
- Очистка
- Смачивание водой
- Сглаживание
- Расшивка трещин
- Первая грунтовка
- Частичная подмазка
- Шлифовка подмазанных мест
- Первая сплошная шпаклевка
- Шлифовка
- Вторая грунтовка
- Вторая шпатлевка
- Шлифовка
- Третья грунтовка
- Грунтовка третья с подцветкой
- Окраска
При выполнении более простых ремонтов, которые нас вряд ли могут заинтересовать, количество этапов работ уменьшается.
В дополнение к указанным видам работ по подготовке поверхности. Я бы добавил финишную шпаклёвку полимерными составами. Об этом в другой статье.
Очистка
Вновь оштукатуренные поверхности очищаются от брызг раствора, подтёков. Со старых поверхностей снимаются обои, старая краска, побелка с потолка.
Для работ используются металлические шпатели, скребки, стальные щетки. Старые обои сначала мочатся, потом снимаются. Побелка с потолка легко соскрести, если предварительно хорошо намочить.


Смачивание водой
Новую штукатурку перед сглаживанием, нужно намочить. Для этого используют валик или маховую кисть.
Сглаживание
Штукатурку нужно сгладить деревянной или пластиковой теркой. После сглаживания поверхность нужно очистить маховой кистью.
Расшивка трещин: важная подготовка поверхности к окрашиванию
Если на поверхности есть трещины их нужно расшить на глубину не менее 2 мм.
Первая грунтовка
Грунтовка наносится на поверхность для уменьшения её пористости и улучшения адгезии поверхности со следующими слоями подготовки. Слабые штукатурные поверхности покрывают не проникающими, а укрепляющими грунтовками.
Для грунтовки используют валик. Поролоновый валик дает хорошее впитывание и проникновение грунтовки в поверхность.
Частичная подмазка
Разделанные трещины нужно подмазать быстросохнущими составами, например, алебастром. Для бетонных стен можно использовать раствор гипсовой штукатурки. Трещины на стенах оштукатуренных цементными и известковыми растворами заделывают составами без содержания гипса.

Подготовка поверхности к окрашиванию
Шлифовка подмазанных мест
После просыхания, подмазку трещин нужно отшлифовать наждачной шкуркой. После шлифовки заделанные трещины нужно прогрунтовать.

Первая сплошная шпаклевка и подготовка поверхности к окрашиванию
Сплошная шпаклевка поверхности проводится составами, приготовленными из сухих смесей. Раствор готовится по рецептуре указанной на упаковке. Для работ понадобится большое чистое ведро из пластика и два шпателя длиной от 350 мм.
Первый слой шпаклевки наносится слоем около 5 мм, снизу вверх, от углов к середине.
Работа по шпаклеванию требует навыков, но довольно быстро осваивается. Большое значение имеет правильная густота раствора. Он не должен быть слишком жидкий и не должен быт слишком густой. В ведре с готовым раствором должен стоять металлический шпатель 100 мм. При этом шпаклевка не должна стекать с края шпателя.
Шлифовка это важнейшая подготовка поверхности к окрашиванию
Слой шпаклевки сохнет не менее 12 часов. После полного высыхания проводится шлифовка поверхности. Для работ используется наждачная шкурка №10 или 8. Для удобного удержания шкурка вставляется в специальный держатель для шкурки.
Шлифовка проводится круговыми или поступательными движениями, равномерными по всей поверхности. Контроль шлифования осуществляется визуально и рукой.

Вторая грунтовка
Слой грунтовки по шлифованной поверхности закрепит первый слой шпаклёвки, очистит её от пыли и улучшит его адгезию.
Вторая шпатлевка обязательная подготовка поверхности к окрашиванию
Следующий слой шпаклёвки наносится на просохшую грунтовку. Каждый слой шпаклевки для улучшенной окраски должен быть сплошным.
Шлифовка
Второй слой шпаклевки также шлифуется, но шкуркой меньшей абразивности. Если первый слой шлифовался №10 или 8, то второй слой шлифуем №8 или 6.

Третья грунтовка
Опять снимаем пыль с поверхности слоем грунтовки.
Грунтовка с подцветкой
Следующий слой грунтовки можно подцветить краской, которая будет использоваться для окрашивания. Пропорции краски и грунтовки доя подкрашивания поверхности 1 к 10.
Окраска
Красится поверхность в два три слоя. Каждый последующий слой наносится поле полного, естественного высыхания предыдущего.
Вывод
Описанная в статье подготовка поверхности к окрашиванию является полной для улучшенного окрашивания потолка и стен. Для высококачественной окраски стен, нужно добавить этап финишного шпаклевания полимерной шпаклевкой слоем до 1 мм.
Подготавливаем поверхность под окраску: как сделать правильно?
Время чтения: 7 минут Нет времени?
Отправим материал вам на e-mail
Л акокрасочные составы являются бюджетными облицовками, однако требуют идеально ровных поверхностей, не ложатся при высокой влажности воздуха и оснований, отслаиваются от масляных пятен. Поэтому на начальном этапе подготавливаем поверхность под окраску в зависимости от состава ЛКМ, типа и фактуры основания.

Подготовка под окраску стены шлифованием
Видео: подготовка стен под покраску
Что такое грамотное окрашивание?
Лакокрасочные материалы образуют на декорируемых поверхностях тонкий пленочный слой в результате испарения растворителей или водной основы, содержащейся в них. Существуют ЛКМ, в которых образование пленки происходит за счет химических реакций. Они называются двухкомпонентными, отвердитель добавляется непосредственно перед началом работ.
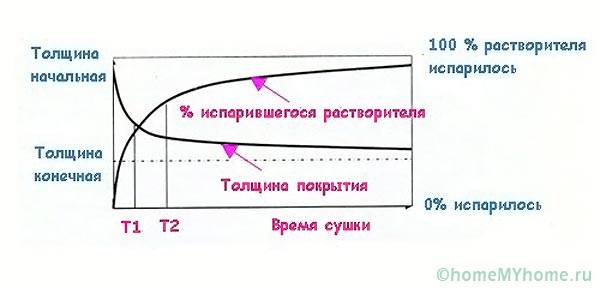
Процесс образования пленки по мере высушивания лако-красочного покрытия
Поэтому вначале всегда подготавливаем поверхность под окраску для повышения адгезии материалов основания несущей конструкции пленкой краски. В отличие от более дорогих облицовок (обои, панели, текстиль, кафель), краска не может скрыть дефектов плоскостности полов/стен, наоборот подчеркивает выпуклости, ямки, шероховатости.
Простое окрашивание поверхности не способно скрыть дефекты стены
Таким образом, основными задачами подготовительных малярных работ являются:
- нормализация влажности – воздух на улице или внутри помещения должен содержать не больше 85% влаги, бетонная, кирпичная, оштукатуренная поверхность – в пределах 8%, пиломатериалы и деревосодержащие плиты – 12%;

Проверка влажности конструкционных материалов
- очистка – масла, грязь, органика, ржавчина должны быть удалены с поверхностей полностью;

Очистка поверхностей перед окрашиванием
- упрочнение – допускается пропитка рыхлого слоя бетонов, штукатурок специальными составами, повышающими прочность материалов либо изменяющих структуру или армирование конструкционного материала полимерной сеткой, стеклохолстом;

Стеклохолст для армирования поверхности
- выравнивание – штукатурные, шпатлевочные составы тонким слоем;

- покрытие грунтом – позволяет придать материалам шероховатость для лучшего сцепления с пленкой ЛКМ.

Полезный совет! Во время бюджетного ремонта вододисперсионными, водоэмульсионными красками покрываются фальш-стены из листов ГКЛ. В этом случае шпаклюются шляпки саморезов, стыки оклеиваются серпянкой, шпаклюются дважды.
Виды поверхностей и особенности подготовки
До начала малярных работ подготавливаем поверхность под окраску в зависимости от материала стен, перекрытий, полов. Наиболее распространены следующие из них:
- древесина – просушка необходима перед возведением конструкций из пиломатериалов, фанеры, ОСБ, если использовалась доска, брус естественной влажности, необходимо дождаться высушивания естественным образом;
- бетон – проверка влажности, шлифовка, обеспыливание, обработка праймером;
- штукатурка – обычно выравнивается шпаклевкой, так как содержащийся в ней песок осыпается при работе кистью, валиком;
- шпатлевка – шлифование, обеспыливание, покрытие грунтом;
- гипсокартон или ГВЛ – заделка стыков, выравнивание стартовой шпаклевкой, затем вся поверхность покрывается финишной шпаклевкой;
- металлы – удаление коррозии, обработка специальным грунтом, при необходимости антикоррозионное покрытие.

Очистка стальной поверхности от ржавчины металлической щеткой
Существуют технологии декорирования фасадов, внутренних интерьеров фактурными штукатурками. В этом случае рельеф выравнивать не нужно, его необходимо подчеркнуть красками.

Покраска стены по декоративной штукатурке
Очистка
Различные конструкционные материалы имеют не одинаковую структуру, прочность. Поэтому при очистке следует применять инструменты:
- шлифмашинки – одновременно с удалением ржавчины, масляных пятен выравнивают поверхности;
- щетки – металлические или ворсовые для удаления грязи;
- молотки – снятие окалины со сварных швов металлов;
- шпатели – очистка стен, полов от существующего слоя ЛКМ, удаление рыхлых участков, мелких неровностей, расшивка (углубление) трещин перед заделкой.

Инструмент для очистки поверхностей
Древесину можно выровнять рубанком, фрезером, орбитальной шлифмашиной.
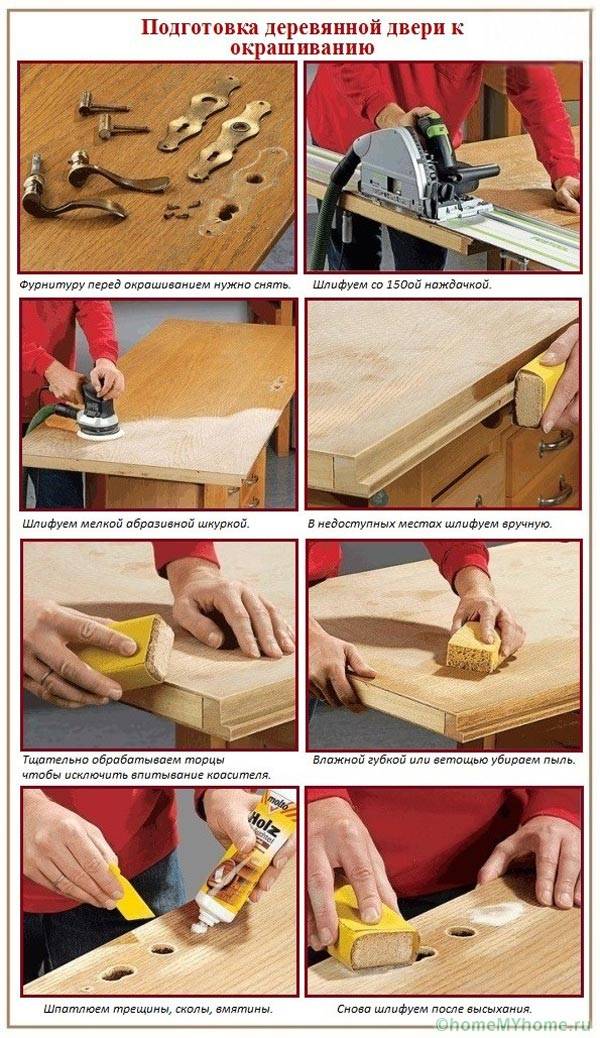
Подготовка деревянной двери к окрашиванию
Стальные конструкции обычно зачищаются УШМ со щеткой или специальным диском.

Использование шлифовальной машинки для очистки металлических поверхностей
Гипсокартон является самостоятельным выравнивающим слоем, поэтому достаточно небольшой корректировки стыков, узлов примыкания (угол наружный/внутренний), заделки головок саморезов.

Заделка стыков ГКЛ
При выравнивании бетонов, демонтажа керамогранита, кафеля может потребоваться перфоратор.
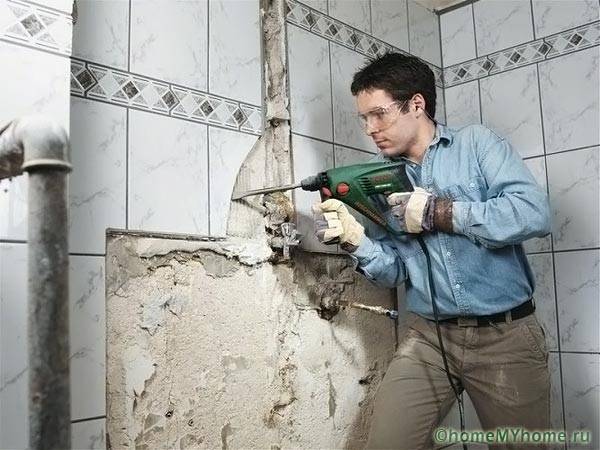
Демонтаж плитки со стен
Для снятия многослойных лакокрасочных покрытий используются специальные реагенты, горелки.

Использование специальных средств для удаления старой краски
Укрепление, выравнивание и грунтование
При укреплении материалов перед покраской используются механические и химические способы. Например, штукатурки, ГКЛ, шпаклевки можно усилить серпянкой, стеклохолстом, уложив их внутри шпаклевочного выравнивающего слоя.

Армирование стены малярной сеткой
Структуру древесины, кирпича, бетона можно улучшить пропиткой пенетрирующими составами. Это позволит повысить водонепроницаемость указанных материалов, прочность будет увеличиваться в процессе эксплуатации многократно.

Обработка поверхности бетона проникающим составом
Для выравнивания незначительных дефектов плоскостности применяются финишные шпаклевки. Если необходим слой больше 1 мм, применяется комплексное выравнивание:
- грунтовка для повышения сцепления с основой;
- стартовые смеси на проблемных участках;
- зачистка после высыхания;
- повторное нанесение грунта;
- финишная шпаклевка всей поверхности;
- шлифовка и грунтование перед окрашиванием.

При подготовке поверхности под окраску следует учесть, что грунт может наноситься в один слой или в несколько этапов. Для древесины грунтом является олифа, для металлов применяются специальные составы:
- пассивирующие – модификации ГФ, ФЛ, называются замедлителями коррозии;
- фосфатирующие – позволяют покрыть краской оцинковку, на которой большинство ЛКМ не держится, модификации ВЛ;
- изолирующие – защита от кислорода, влаги, содержат сурик, белила цинковые, маркируются ГФ (алкидные) либо ЭП (эпоксидные);
- протекторные – позиционируются, как холодное цинковое покрытие, используются в качестве антикорра, маркируются ЭП либо ХС;
- преобразователи ржавчины – позволяют окрашивать металлы без удаления коррозии, которую они преобразуют в фосфаты железа, модификации ХВ, ЭП;
- ингибиторы – маркировка ЭП, бывают водо-, маслорастворимые, создают сверхпрочный пленочный слой.

Грунтование поверхности трубы
Полезный совет! Бетон грунтуют праймерами на битумной, эпоксидной либо полимерной основе. Промышленность выпускает готовые пропитки глубокого проникновения. Их так же можно изготовить самостоятельно из аналогичных мастик, разбавив соответствующим растворителем.
Факторы, влияющие на качество покраски
Подготовка поверхностей до начала малярных работ позволяет увеличить ресурс покрытия. Основными факторами, влияющими на качество ЛКМ слоя, являются:
- подготовка материала;
- метод нанесения покрытия;
- внешние условия;
- толщина пленочного слоя .

Определение качества покраски на примере автомобиля
Например, если подготавливаем бетонную поверхность под окраску без учета влажности стены, при контакте краски с конструкционным материалом образуются пузырьки, не адгезирующие с ним. Декоративный слой имеет недостаточную прочность, чтобы противостоять раскрытию трещин, которые остались не заделанными. Снижается декоративная ценность интерьеров/экстерьеров, снижается межремонтный период, повышается эксплуатационный ресурс.

Заключение
Таким образом, подготовку поверхностей следует производить с учетом материалов, технологий нанесения декоративного слоя, состояния стен, характеристик вешней среды. Приведенные рекомендации помогут избежать серьезных ошибок, повысить эксплуатационный ресурс покрытия.
Видео: выравнивание стен под покраску


Экономьте время: отборные статьи каждую неделю по почте





