Пайка алюминия в домашних условиях – чем и как паять, флюсы, припои
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.

Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
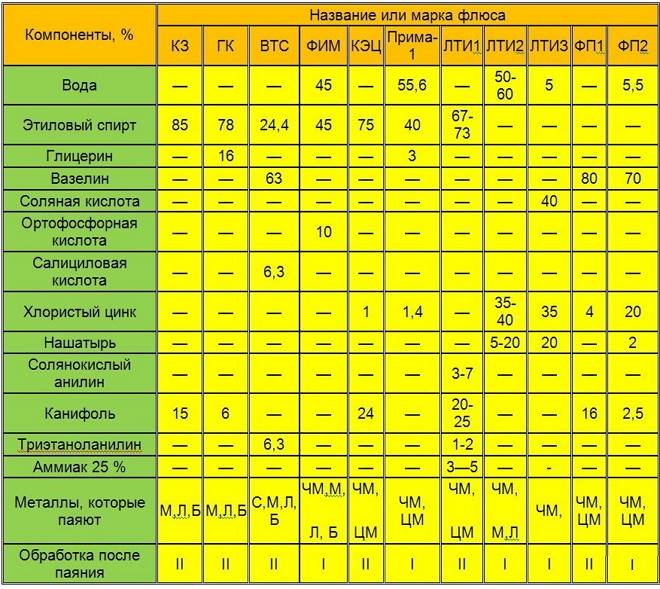
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
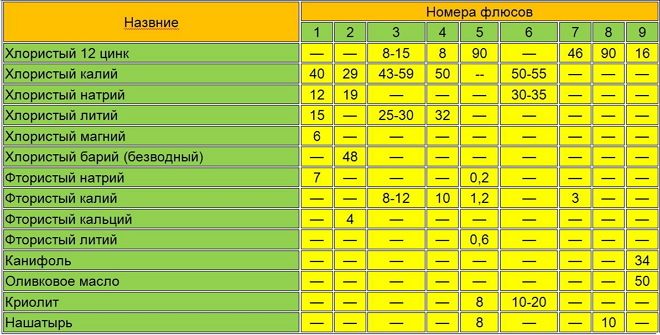
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
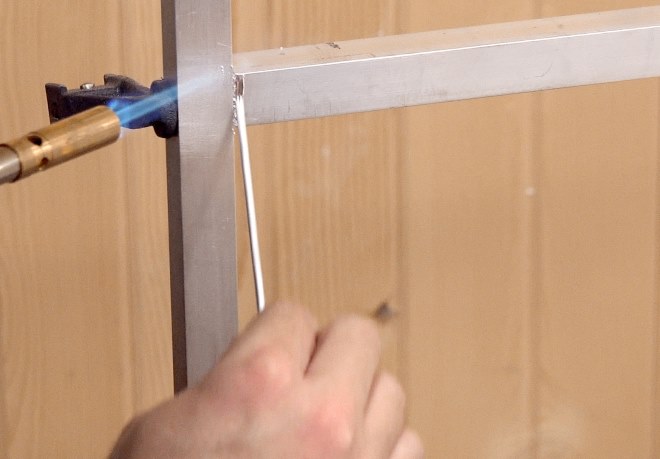
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

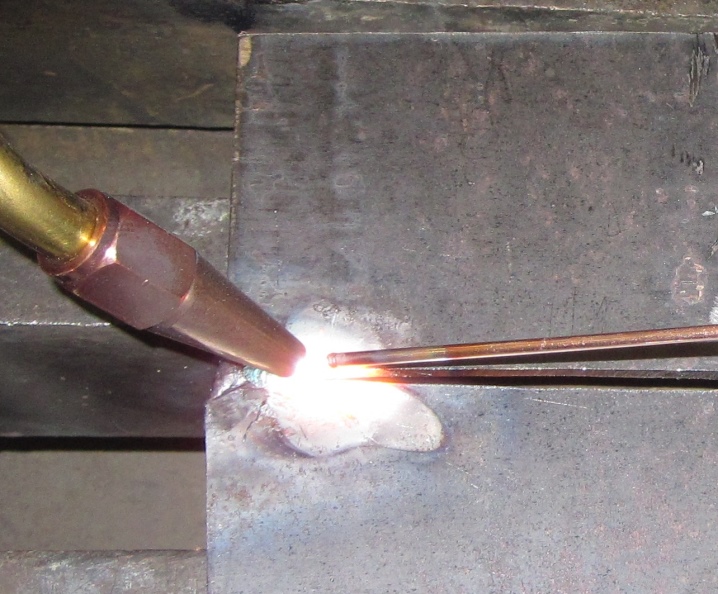
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
- Порошковая проволока для пайки алюминия.
- Газовая горелка.
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? – порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс – ссылка на припой.
Стоит недорого, советую брать сразу упаковку – в жизни точно пригодится.

Пайка алюминия газовой горелкой
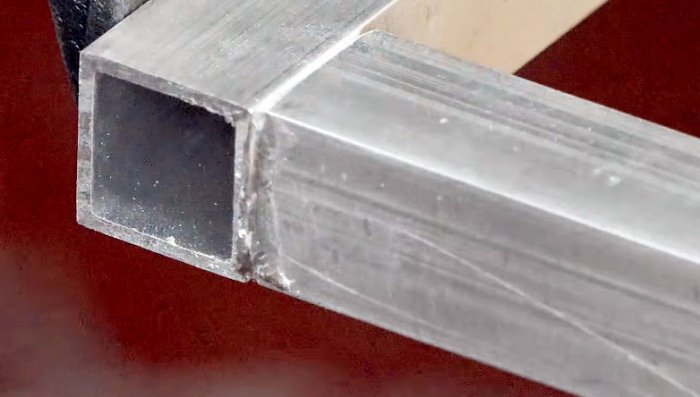
Берем профиль или детали которые нужно сварить.

Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.

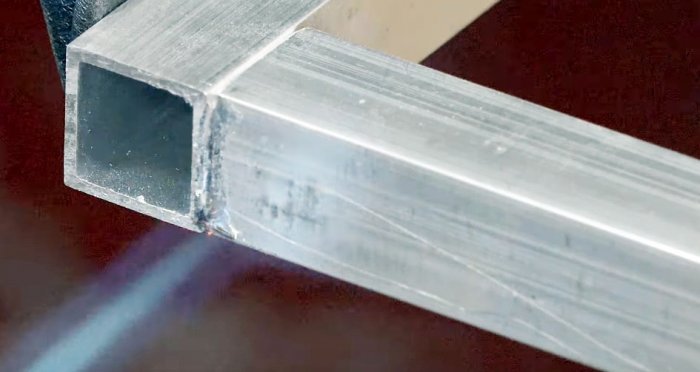
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.

Подносим трубчатый припой. Он расплавляется и растекается по шву.

Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.
После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка – это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Пайка алюминия дома своими руками: пошаговая инструкция

Хотите попробовать паять алюминий в домашних условиях , но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять , чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия ? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой . В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки .
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином « спаять алюминий » подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.

Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали . Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Пайка алюминия газовой горелкой
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях , чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелки
Для пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.

Пайка китайским прутком
Один из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.

По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
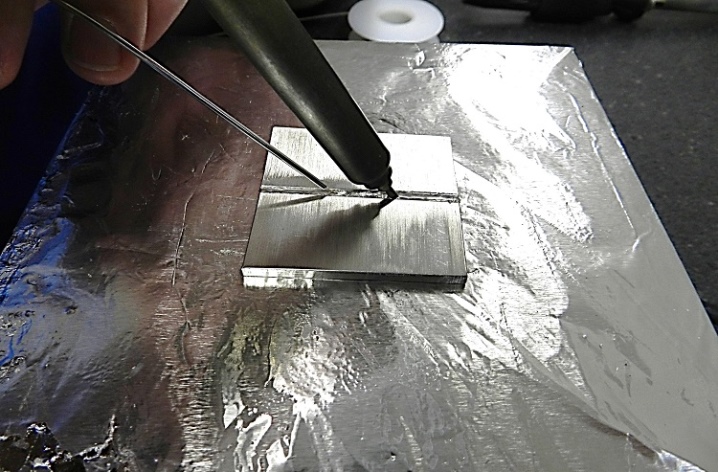
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.

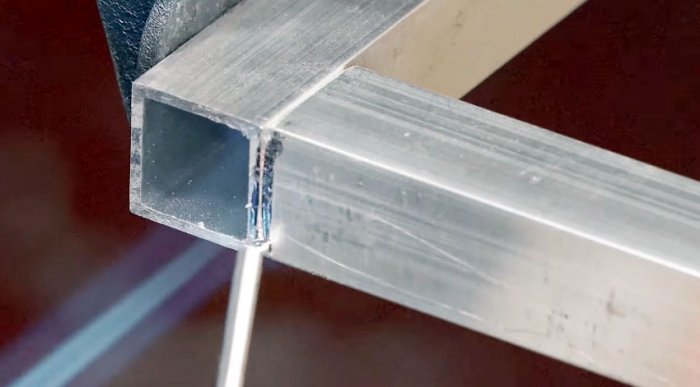
Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию .

В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом . Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава ).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.

Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.

Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.

Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.

По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой . После этого можно приступать непосредственно к самой пайке.


Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.

Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).

От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.

После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.

На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.

Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.

Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).

Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.

Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.

Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия .

Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли . Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные , спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Принципы пайки алюминия
Пайка алюминия — сложный процесс, поскольку на поверхности образуется оксидная плёнка, которая мешает проведению работ. Поэтому нужно использовать специальные методики, позволяющие упростить рабочий процесс. Специальные флюсы позволят избавиться от негативных факторов оксидного слоя.
 Пайка алюминия
Пайка алюминия
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +250 0 С до +300 0 С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +500 0 С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
- флюс;
- припой.
Для получения качественных швов нужно использовать флюс для пайки алюминия на основе цинка, кремния, меди. Стыки получаются прочными, долговечными, стойкими к коррозии, статическим и динамическим нагрузкам.
Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.
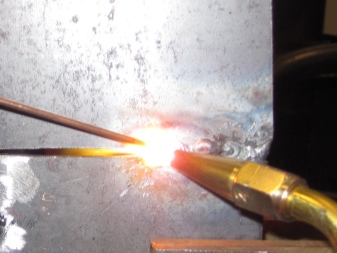
 Пайка алюминия с припоем
Пайка алюминия с припоем
Сфера применения процесса
Паяные изделия из алюминия применяются в следующих сферах:
- автомобилестроении;
- радиоэлектронике;
- изготовлении оконных рам;
- производстве деталей для велосипедов;
- создании каркасов теплиц, корпусов техники.
Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка. Одновременно происходит лужение.
- После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Если применяется припой без содержания флюса, то потребуется его использовать отдельно. Он предварительно наносится равномерным слоем на алюминий.
Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.
Чтобы обеспечить высокое качество пайки, нужно наносить гальванические покрытия специальными инструментами. Они позволят выполнить равномерное омеднение.
Подготовка деталей
В ходе подготовки к проведению работ необходимо использовать следующие способы обработки поверхностей:
- при помощи растворителя выполняется обезжиривание, применяется ацетон, уайт-спирит, бензин;
- удаляется оксидная плёнка при помощи абразивных инструментов либо применяется паяльник или газовая горелка для нанесения флюса.
Общие принципы пайки алюминия в домашних условиях
Основные принципы пайки алюминия в домашних условиях:
- необходимо выполнить качественную очистку поверхности металла от загрязнений, покрытий, оксидной плёнки;
- временной интервал между очисткой и пайкой должен быть минимальным;
- для удаления оксидной плёнки лучше использовать щётки по металлу или паяльники со специальными насадками;
- выбор нагревательного инструмента выполняется в зависимости от площади пайки, так как из-за высокой теплопроводности алюминий быстро остывает;
- если нет подходящего припоя, то допускается использование любого, в составе которого есть олово, свинец;
- при прогреве деталей для нанесения припоя важно не перегреть алюминий, так как он отличается меньшей температурой плавления, по сравнению с оксидной плёнкой;
- залуживание поверхности алюминия сплошным слоем позволит избавиться от появления окислов, что упростит его паяние;
- при использовании горелки важно соблюдать правила противопожарной безопасности, особенно при нанесении растворителей для обезжиривания;
- пайка может выполняться в несколько слоёв, перед нанесением каждого нужно выжидать пока застынет предыдущий;
- использование флюса потребует применения защитных средств, так как в его составе могут содержаться едкие вещества;
- пламя горелки всегда должно быть направлено в противоположную от себя сторону;
- для пайки рекомендуется использовать паяльники мощностью более 100 Вт;
- флюс применяется в основном для элементов с толщиной от 4 мм или поверхностей со сложными формами;
- состав припоя выбирается на основе вида пайки, но температура плавления всегда ниже, чем у алюминия;
- чтобы паять заготовки с толщиной более 4 мм, по краю стыковочного шва нужно срезать кромку под углом 45 0 для увеличения поверхности контакта;
- после проведения работ необходимо обязательно убедиться в целостности, прочности, равномерности шва.
При выборе припоя необходимо учитывать тип инструмента, используемого для расплавления. Для паяльника подойдут сплавы с низкой температурой плавления: оловянные сплавы с медью, цинком, висмутом. Чтобы создать тугоплавкое соединение, потребуется сложный сплав алюминия, меди, кремния.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия оловом: методы и правила

- Особенности
- Методы
- Полезные советы
Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое. Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.


Особенности
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.

Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.


Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.

Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.
Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.

Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.

Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.
При наличии всего необходимого можно приступать к работе.


Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.

Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.

Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.





