Топ ошибок начинающих сварщиков
Из всех ошибок, которые допускаются начинающими сварщиками в период обучения, я бы хотел поставить акцент на одной самой существенной — спешке. То и понятно, что все мы спешим жить, хотим успеть сделать чего-то больше.
Однако спешка в сварке дело непредсказуемое, порой приводящее к травмам и разочарованиям от работы. В начала обучения сварке необходимо понять основы, которые в дальнейшем закрепляются на практике.
Спешка и неосторожность, вот самые главные враги начинающих сварщиков. От них лучше сразу избавиться, если вы хотите действительно научиться варить.
Типичные ошибки начинающих сварщиков
Незнание основ — это объёмная группа ошибок, которые относятся, прежде всего, к теории сварки. Да, никто начинающего сварщика не заставляет знать наизусть строение и природу происхождения сварочной дуги. Но самое элементарное, что касается параметров тока для сварки, длины дуги, прямой и обратной полярности, всё это знать надо.

Ошибка №1 — неправильная сила тока. Часто начинающий сварщик сетует на то, что электрод всё время прилипает к поверхности металла или наоборот, прожигает в нем дыры. Не разобравшись в причинах, он ищет замену будто бы плохим электродам, начинает ругать продавцов и консультантов сварочного оборудования, но только не себя любимого.
А ведь узнай он о том, какая именно для сварки нужна сила тока, ничего бы этого не произошло. Правильно подобранный сварочный ток, это почти треть успеха для нормальной сварки. Поэтому на первых порах обучения очень важно выучить и закрепить правила подбора сварочного тока в зависимости от толщины свариваемого металла и диаметра электродов.

Ошибка №2 — неправильное перемещение электрода. Трусятся руки, постоянно гаснет дуга, расплавленный металл брызжет из стороны в сторону… Всё это можно сказать о начинающем сварщике, который первый раз в руки взял держак с электродом. Здесь важно прогнать страх и настроиться на работу так, чтобы уловить самое главное и сокровенное, отделить шлак от металла.
Как правильно варить
Ошибка №3 — буду варить без отрыва, как это делают профессионалы! Это еще одна типичная ошибка начинающего сварщика, которая приводит к прожиганию металла и порче инвертора. Варить без отрыва — не очень хорошая идея, поскольку в большинстве случаев ничего нормального из этого не получится. В первую очередь это касается качества провара металла и его усиления.

Ошибка №4 — отсутствие зазора между заготовками. Для сварки двух деталей их нужно выложить с небольшим зазором, чтобы в момент расширения не произошло деформации. При этом зазор между заготовками не должен быть и слишком большим, поскольку это приведёт к расходу электродов и заметно утяжелит весь процесс сварки.
Ошибка №5 — плохо подобранный светофильтр. Если вы не хотите нахвататься зайчиков так, чтобы окончательно отпало желание варить, подберите для работы качественный светофильтр.
Различные виды сварки требуют применения разных светофильтров, поскольку воздействие ультрафиолета при той или иной сварке, также разное. Минимальным воздействием ультрафиолетового излучения обладает ручная дуговая сварка. Полуавтоматическая сварка имеет несколько большее воздействие, ну а аргонодуговая сварка, самое высокое ультрафиолетовое воздействие.

Сварка — это совокупность многих процессов, которые сварщик должен чётко знать и выполнять с закрытыми глазами. Как и в любом другом деле, здесь также важен опыт. Поэтому чем больше вы будете варить, тем лучше у вас будет получаться!
5 эффективных способов предотвращения непровара

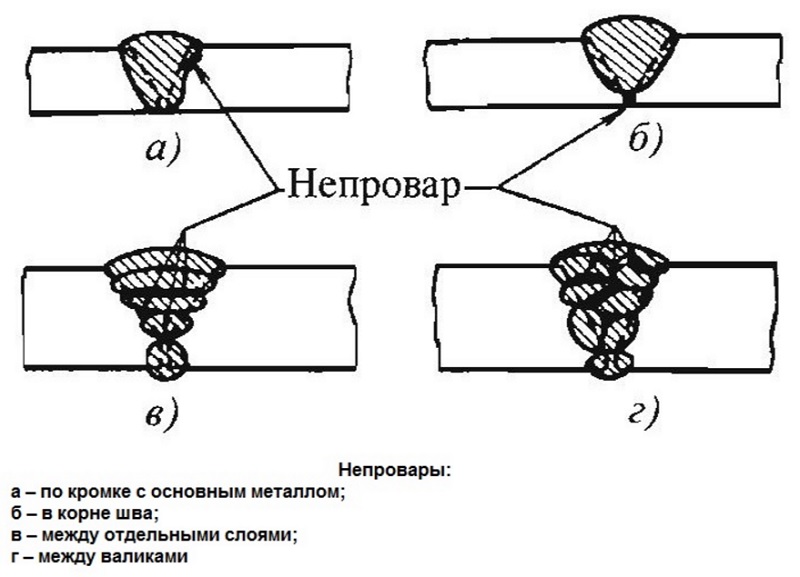
Непровар (неполный провар) — это дефект сварки, характеризующий как полное или частичное отсутствие сплавления на границе основного и наплавленного металла, а также на границе сечения сварочных валиков при многослойной сварке.
Проблема возникает, когда нарушается технология самой сварки или на этапе подготовительных работ. Как правило, есть три места, где могут возникать непровары.
- Вдоль кромки, разделяющей основной и наплавленный металл;
- Между слоями налаживаемых швов;
- В корне шва.
Ниже мы опишем 5 проблемных моментов, при которых возможно появление непровара на разных этапах работ, его причины и практически осуществимые способы борьбы с ним.
Подача тепла
Низкое напряжение и неправильно выставленные параметры сварочного аппарата часто служат причиной появления непровара, когда не обеспечивается образование достаточного количества тепла для полноценного проплавления. Если такой дефект сварки возникает в конце сварного шва или в его начале, то это свидетельствует о снижении глубины провара и о нестабильности теплового процесса.
Вызвать непровар может чрезмерно быстрое перемещение электрода. Кромки, при высокой скорости сварки не успевают расплавиться. В конечном итоге форма и очертания шва не будут полностью совпадать с формой разделки.
Неправильная последовательность сварки при многослойном наложении сварочных швов также провоцирует непровар. Если полностью не убрать шлак между отдельными слоями, Вы гарантированно получите такой дефект и непрочный сварной шов.
Тугоплавкие оксиды
Вероятность образования непровара возрастает при сварке легированных сталей и сплавов, содержащих элементы, образующие тугоплавкие оксиды, которые в момент осадки находятся в твердом состоянии и по тем или другим причинам остались в соединении.
При неправильно выбранном режиме сварки шлаки и оксиды не успевают всплыть на поверхность и остаются в металле шва в виде неметаллических включений.
На пластичность сварных соединений очень влияют характеристики оксидных включений. Для дефектных соединений, состоящих из низкоуглеродистой стали, в местах излома оксидные включения (например, Fe3O4) обладают округлыми очертаниями (см. рис.) благодаря сравнительно незначительной температуре плавления. При испытании на изгиб соединений с такими оксидными включениями (темные участки на рис.) наблюдается резкое снижение угла изгиба.
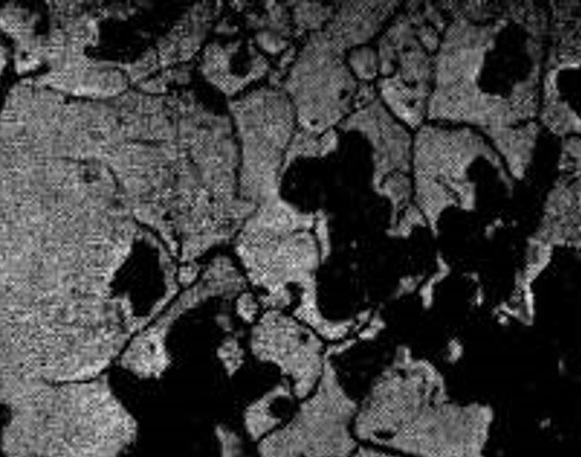
Рис. Электронные микрофрактограммы изломов соединений, сваренных непрерывным оплавлением. Сталь 20. Видны сплошные темные участки оксидов
Кроме того, сварные швы могут быть подвергнуты атмосферному загрязнению. Попадание влаги, или наличие оксидной пленки могут препятствовать процессу слияния металлов и способны сильно ухудшить качество сварного шва. Поэтому рекомендуется полноценная подготовка кромок перед сваркой.
Правильные углы
Угол наклона электрода и горелки играют важную роль для достижения хорошего качества сварного шва. Во время работы убедитесь, что электрод имеет правильный наклон, а движение горелки идет умеренным темпом. Это важные составляющие успеха. В противоположном случае большое смещение края электрода с оси стыка кромок в ту или иную сторону вызовет неравномерное распределение расплавленного металла. В таком случае одна из кромок не плавится, а лишь покрывается сверху расплавом.
Часто приходится иметь дело с угловыми швами. Чтобы избежать непровара при сварке кромки свариваемого изделия сваривают «в лодочку», а при наклоне под углом 30 или 60° — в несимметричную «лодочку». Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рисунке ниже.
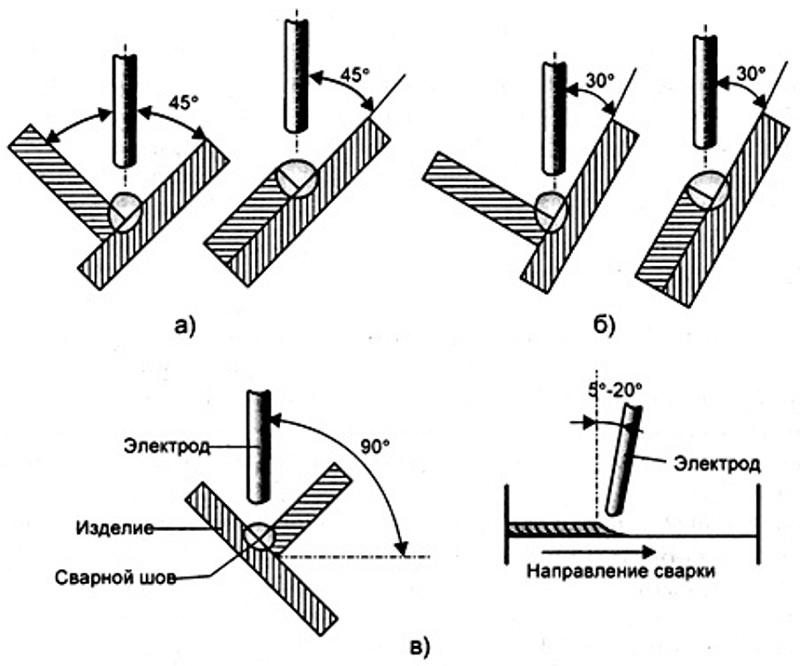
Рис. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную «лодочку»; в — пространственное положение электрода
Важный момент, электрод большого диаметра, а также неправильно подобранная полярность очень часто сопутствуют тому, что шлак попадет в зазоры между кромками.
Подготовка стыков
Хорошо подготовленные, очищенные края свариваемых деталей являются неотъемлемой частью совершенной сварки. Если соединимые части детали не выровнять в одной плоскости, в корневой зоне сварного шва происходят негативные изменения в виде непровара. Слишком малый зазор между свариваемыми кромками, перекосы и банальное смещение провоцируют такой дефект. Поэтому требуется понимать какой тип разделки использовать, соблюдать геометрические размеры кромок, делать соответствующее притупление (при надобности). Не забывайте о необходимости обезжиривать и удалять следы от загрязнений, краску, ржавчину, окалину.
Правильное напряжение и индуктивность
Одной из самых главных причин, из-за которой появляется непровар является неправильный режим сварки. Неопытность сварщика, нарушения и ошибки при настройке сварочного оборудования проявляются в маленькой силе сварочного тока для этой толщины или вида свариваемого металла.
Сварка постоянным током может сопровождаться нестабильностью и отклонениями дуги впоследствии влияния магнитных полей, возникающих из-за неумеренной индукции. Кроме того, под воздействием электромагнитного давления, окисные пленки частично остаются на поверхности кромок, препятствуя их полноценному провару.
Для уменьшения вероятности возникновения непровара и разбрызгивания расплавленного металла необходимо сжимающее усилие. Оно появляется в проводнике во время короткого замыкания при MIG / MAG сварке. Для минимизации таких дефектов требуется соответствующая корректировка параметров напряжения и введение регулируемой индуктивности в источник сварочного тока.
Кроме того, работа старого или неисправного сварочного оборудования ведет к перепадам силы тока и напряжения сварочной дуги при сварке.
Устранение дефектов этого вида обычно происходит путем повышения мощности сварочной дуги, уменьшением длины дуги и увеличением её динамики. Чтобы выявить и устранить дефект сначала проводят предварительный осмотр, а после внутренний контроль. При необходимости возможно полное удаление дефектных участков швов с непроваром. Их вырубают или выстрагивают, делают зачистку и подготавливают к повторной сварке
Непровар сварного шва — распространённый дефект сварных соединений
Часто при сварке металлов сварщики сталкиваются с непроваром сварного шва. Это процесс, когда расплавленный металл не до конца проникает внутрь соединения. Дефект в виде несплавления вызывает непрочность сварного участка. Он же — причина развития трещин. Когда присутствует непровар, конструкция становится некачественной, которая впоследствии может подпортить имидж мастера в глазах заказчика.

Описание дефекта
Многие начинающие сварщики задаются вопросом, что называют непроваром. Несплавления и непровары — идентичное явление, образующееся при сваривании в корне или в сечении шва. Заметить его можно при изломе свариваемого изделия или вырезании участков для контроля. Дефект проявляется в виде чёрной полоски между металлическими соединениями.
Наружные трещины и поры на внешней поверхности сварного шва визуально подскажут о наличии изъяна. А рентген, гамма-лучи, ультразвук помогут обнаружить внутренние трещины.
Причины непровара
Распространённые причины образования непровара при ручной дуговой сварке:
- неправильный метод сварки;
- недостаточный профессионализм сварщика;
- неполадки сварочного оборудования;
- плохо подобранные сварочные материалы.
- высокая скорость ведения электрода или горелки в направлении шва;
- завышенный диаметр электрода;
- низкая сила тока;
- образование водородных пор;
- неочищенная поверхность кромок;
- маленький зазор между кромками;
- изъяны большого угла притупления;
- маленький угол фасок.
Непровар сварного участка — это опасный дефект, возникающий в виде несплавления деталей.
Виды и причины несплавления
Дефект проявляется в разном виде. Бывает непровар корня сварного шва (первый вид) и кромок (второй вид).
Непровар в сварном соединении первого вида характеризуется несплавлением металлов в корне шва. Нагрузки, особенно ударные, уменьшают сопротивляемость участка деформации. Причины непровара в корне шва:
- маленький зазор;
- мелкий наконечник горелки;
- мягкое пламя;
- отсутствие сварочного ушка;
- высокая скорость сварки;
- ржавая, окисная, грязная поверхность кромок.
Существует такое понятие, как местный непровар кромок. Это попадание расплавленной детали на поверхность нерасплавленной. Между металлами не образуется прочной связи, а шовный валик способен даже отделиться от кромки. Причинами становятся:
- плохое расплавление;
- нахождение горелки в одной стороне;
- мелкий наконечник;
- большой промежуток между ядром пламени и поверхностью металла.

В случае, когда жидкий металл натекает на кромки основного непрогретого материала, образуются наплывы. Чаще всего они встречаются во время сварки горизонтальных швов. Их легко увидеть и ощутить на гладкой поверхности.
Наплывы формируются ввиду того, что:
- металл сплавляемого предмета недостаточно прогрет;
- мастер неправильно ведет пруток;
- допускается промах в расчете угла наклона для мундштука от горелки.
Под наплывами обычно скрываются непровары. Есть и другие дефекты, которые могут испортить конструкцию.
Пористость сопряжения
При несваривании сварочного шва возникают различные изъяны. Пористость — один из них. Причиной такого дефекта является возникновение «пор».
Стимулирует появление маленьких газовых пузырей высокая концентрация углерода, водорода и азота. Также значение имеют физические показатели сварочных шлаков. Формируются «поры» в процессе перехода от жидкой фазы к кристаллизации.
Примечательно то, что сам металл кристаллизуется значительно быстрее, чем пузыри газа, поэтому при создании шва может образоваться внутренняя пористость изделия. Если внешняя пористость не всегда ведет к необратимым разрушениям материала конструкции, то внутренняя — требует обязательной реставрации.
Необходимо внимательно подходить к процессу и учитывать все особенности используемых деталей. Это поможет добиться ожидаемых результатов в любимом деле и при организации сварочного бизнеса.
Устранение и предотвращение сварочного дефекта
Устраняя сварочный дефект в виде несплавления, очищают корень в месте изъяна и проводят сварку ещё раз. Во время установок важных конструкций дефектный участок срубают или вырезают, а затем сваривают заново.
Следующие методы помогут предотвратить появление непровара в сварных швах:
Разделка кромок
Метод, когда заранее разделывают кромки под определённым углом. При этом оставляют свободный контакт электрода к корню шва и притупление. В нужном месте очищают грязь, окисел, ржавчину и обезжиривают поверхность. Подготовленные детали ровно помещают в одной плоскости, оставляя между кромками зазор.
Более подробно про подготовку металла под сварку вы можете прочитать тут.
Тепловая подача
Способ, когда скорость проведения сварки устанавливают так, чтобы металл кромок успевал плавиться, поскольку во время быстрого перемещения электрода теплоты хватит лишь для шовного образования. Сваривая неоднократно детали, удаляют шлак после всех проходов, так как он помешает плавлению предшествующего шва.
Поочерёдное следование режимам сварки
Установка среднего или высокого значения тока, которая будет соответствовать толщине и металлу подготовленных деталей. Для избегания непроваров на концах шва и при замене электрода у инверторов регулируют функцию повышения напряжения на недолгое время. Для предотвращения несплавления на старом сварочном устройстве без регулирования параметров дуги выбирают время для того, чтобы выявить минимальные колебания сетевого напряжения.
Правильное положение электрода
При сваривании дугу проводят по оси стыка для одинакового прогревания обеих кромок. Не соблюдая этого, кромка не сплавится со швом. Под углом 5-20 градусов электрод перемещают вперёд. При сварке угловых швов «лодочкой» электрод держат на одинаковом расстоянии от поверхности деталей. Когда заготовки соединяют в несимметричную «лодочку», электрод располагают под углом 30 градусов к одной из плоскостей деталей.
Сваривают детали на высоком токе, имеющим прямую или обратную полярность. Во время сварки током с обратной полярностью используют короткую дугу, из-за чего могут появиться подрезы. А из-за большого диаметра электрода частицы шлака могут попасть в кромочный промежуток.
Тугоплавкие оксиды
Это компоненты, образующиеся при нагреве сплавов и легированной стали. Если неправильно сварить элементы ,то шлак остается внутри шва, образуя дефекты в виде непроваров. Чтобы предотвратить это, нужен кислород для образования оксидов. Пользуясь плавящимся электродом, стоит подобрать устройство с покрытием, которое будет соответствовать виду металла.
Теперь преодоление местного непровара не должно пугать начинающих сварщиков. Главное — не создать причин, способствующих его образованию. В случае, если его избежать не удалось, можно устранить дефект, но лучше попытаться предотвратить возникновение несплавления.
Основные ошибки начинающего сварщика и как с ними бороться
Сварка металлов – это технологический процесс, обладающий некоторыми особенностями, и его познание достигается в результате тренировок, испытаний и преодоления трудностей. Суть процесса заключается в нагревании сплава электрической дугой, происходит деформация металла, и частицы электрода проникают в его строение.
Чрезмерная уверенность приводит к неприятным последствиям, поэтому необходимо обучаться сварочному делу очень внимательно. Серьезные работы можно проводить после ознакомления с теоретическими знаниями и прохождения практических занятий. Перед началом работы важно выполнить предварительные пробные швы на отдельной металлической пластине и проверить настройку оборудования, толщину электрода, чтобы не испортить изделие.
Начинающие сварщики совершают следующие ошибки, которые важно не допускать и бороться с ними:
1. Неподготовленная поверхность для сварки, имеющая грязь, ржавчину, окалину и другие загрязнения ухудшает розжиг дуги, процесс сварки и происходит непровар шва, распространенный дефект. Поэтому необходимо очистить поверхность болгаркой или металлической щеткой для нормального контакта.
2. Несоблюдение техники безопасности просто недопустимо. Во время работы необходимо использовать защитные средства от ожога, удара током, отравления. Маска «Хамалеон», изготовленная из современных материалов, удобна в эксплуатации, защищает глаза и лицо. Стекло автоматически настраивается на световые изменения, что позволяет мастеру работать длительное время без переутомления. Если автоматическая функция у других моделей отсутствует необходимо перенастраивать перед каждой новой работой. Важно приобрести и использовать специальные перчатки (краги) из грубой ткани, одежду из негорючего, плотного материала, застегнутую на все пуговицы, качественную обувь на толстой подошве, чтобы защититься от брызг сварки.
3. Неправильная настройка инвертора, современного электронного аппарата постоянного и переменного тока, в результате образуются прожог, трещины. Регулятор мощностей позволяет выставлять ток для сварки стальных металлов разной толщины и плотности. Он дает возможность получить качественный шов новичкам, без опыта и проводить работы самому на даче или в частном доме. Большинство марок этих аппаратов работают от сети 220В, некоторые от 380В, имеют металлический корпус с вентиляционными отверстиями, ремень для удобной переноски и передвижения. Они отличаются компактными размерами, легким весом и популярны среди профессиональных мастеров.
4. Залипание электрода к поверхности является распространенной проблемой среди новичков в сварочном деле. Самыми распространенными причинами являются:
Электроды отсырели (обмазка из специального порошка), находясь в помещении с высокой влажностью и без герметичной упаковки. У продукции нет срока годности и при соблюдении условий хранения (сухое, теплое место) возможно использовать их в течение 20 лет.
Отсутствие предварительной прокалки для электродной продукции, которая обязательна и рекомендована производителем, указывается на упаковке. Для этой процедуры используются печь или пенал для прокалки, которые можно приобрести.
Плохое качество электродов зависит от производителя. У нас вы можете выбрать качественные электроды известных и надежных брендов, по марке, назначению (для разных по составу сплавов), производителю, по типу покрытия и использовать в различных условиях.
Неправильный розжиг электрода, возможно избежать, если стукнуть им по металлу и быстро отвести в сторону, чтобы сохранить дугу.
5. Неверно подобранный электрод для сварки способствует образованию некачественного шва, образованию пор заполненных разными газами, которые не успели выделиться на поверхность. Важно выбрать электрод соответствующего диаметра, чтобы он не прожигал металл, правильно удерживать его и медленно, плавно вести во время работы для получения ровного, хорошо проваренного шва.
6. Правильный выбор диаметра и марки сврочной проволоки. Приобрести ее можно разного диаметра в катушках, а толщина должна соответствовать возможностям сварочного аппарата. Виды проволоки отличаются химическим составом, строением, содержанием легирующего компонента и используется в качестве соединений создаваемых конструкций. Правильный выбор даст положительный результат сварки, которая получится прочной и прослужит долго.
7. Сварочная горелка не соответствует виду работ и диаметру проволоки. Горелка инверторного аппарата имеет вид пистолета с кнопкой на рукоятке для управления процессом горения. Приобретая горелку, необходимо учитывать ее мощность, предел силы тока, длину шланга и диаметр. Газовые горелки полуавтоматического типа мобильны и используются в различных условиях.
8. Держатель электродов выбран неверно и появляются проблемы в использовании. От правильно выбранной конструкции зависит качество соединений, производительность труда, удобство и безопасность сварщика во время работы. Выберите универсальный или специализированный держатель, и сделайте сварочный процесс комфортным.
9. Проблема разбрызгивания расплавленного металла, возникающая при сварке. Удаление брызг проводится механическими методами (шлифовка, срубание) или используются специальные средства в виде пасты, спрея, жидкости в труднодоступных местах, которые обладают защитными свойствами от налипания брызг.
10. Перепады напряжения в сети губительно сказываются на сварке. В этом случае электрод затухает и внезапно возгорается, в результате получается некачественная сварка. Чтобы избежать этой проблемы, используйте специальные устройства (стабилизаторы, реле контроля, источники бесперебойного питания).
11. Отсутствие профилактического осмотра оборудования, приводит к поломкам и сокращает эксплуатационный срок. Важно своевременно проводить замену частей горелки (сопло обеспечивающее хороший поток газа), обрезать и установить каналы для проволоки, обеспечив отличную работу.
Многих ошибок можно избежать, если использовать современное, исправное оборудование, высококачественные материалы, дополнительные аксессуары от проверенных и надежных производителей, способные улучшить рабочий процесс. Делайте оптимальный выбор и получайте гарантию на товар.
Непровар сварного шва

В практике сварки металлических деталей имеет место несплавление шва. Самый распространенный случай непровара возникает при односторонней сварке встык, если сварочный ток имеет недостаточную величину и листы металла свариваются не на всю толщину. При сварке с двух сторон может случиться, что сварные швы не будут перекрывать друг друга. В тавровых соединениях непровар проявляется как поверхностный дефект, без достаточного проплавления вглубь металла.
Причины непровара
Самой частой причиной непровара считается неправильный режим сварки. Это может быть либо недостаточный сварочный ток, либо повышенная скорость сварки. Понятно, что и в том, и другом случае имеет место недостаток энергии для качественного расплавления кромок. Такие условия, чаще всего, способствуют не полному проплавлению корня шва.
В случаях, когда электрод смещается с центральной линии стыка, возникает недостаточное сплавление кромки шва. Шов доходит до корня, но одна из кромок не касается его. Случаи непровара между слоями имеют место при недостаточно тщательной очистке каждого слоя. Непровару может способствовать неправильная разделка кромок соединяемых деталей: малый зазор, малый угол скоса, большое притупление.
Пористость сварного шва
Не нужно быть глубоким теоретиком, чтобы понять вредное влияние пористости на механическую прочность сварного соединения. Некоторые изделия кроме механической прочности имеют повышенные требования к непроницаемости. Это всевозможные сосуды, технологические ванны, корпуса судов. Для таких изделий особый подход начинается еще при хранении металла на складах. Там всячески стараются избегать случаев загрязнения или коррозии как листов металла, так и сварочной проволоки. Повлиять на возникновение пористости сварного соединения может качество электродов и наличие сварочных шлаков.
Для исключения влияния электродов на пористость шва их рекомендуется прокаливать перед сваркой. Такая процедура снижает количество влаги в обмазке и способствует обугливанию органики. Качественные электроды должны обладать следующими качествами:
· изготовлены в строгом соблюдении рецептуры;
· изготовлены без нарушения требований технической документации по отношению к составляющим компонентам;
· прокалены перед использованием.
Электроды, имеющие покрытие основного вида, прокаливаются при температуре 380 – 420 С 0 . Варить ими рекомендуется через 2 – 3 дня после прокаливания. Выдержка необходима для стабилизации влажности обмазки. Сварка ведется короткой дугой, что обеспечивает достаточную защиту от кислорода воздуха.
Чаще всего пористость провоцируется наличием в металле водорода, оксида углерода и азота. Развитию пористости способствует увеличение растворенного в металле газа, по мере роста температуры расплава. Если количество газа в металле превосходит его количество в равновесном состоянии, то он начнет выделяться в атмосферу. Газовые пузыри из нижних слоев металла не успевают выделиться в атмосферу до затвердевания и остаются в металле шва.
Предупреждение и устранение непровара
Из возможных причин возникновения такого дефекта, как непровар сварного шва, выделяют пять наиболее весомых причин:
· наличие тугоплавких оксидов;
· неправильное положение электрода;
· некачественная разделка кромок;
· несоблюдение поочередности следования технологии сварки.
Для предупреждения таких дефектов необходимо устранить условия, создающие предпосылки для возникновения непровара шва. Рассмотрим их подробнее.
Недостаток тепла
Слабая сеть, допускающая сильные колебания электрического напряжения, может стать причиной плохого провара. В такой сети электрическое напряжение до начала сварки и после, сильно разнится. Напряжение до начала сварки будет выше, и ток, соответствующий этому напряжению, тоже будет выше. Сварщик выбирает этот ток в соответствии с режимом сварки. Но, после начала сварки напряжение в сети падает и уменьшается сварочный ток.
В результате процесс проходит не в соответствии с режимом. В зону сварки доставляется меньшее количество энергии, отчего возникает непровар. Такой же результат может быть получен при правильно подобранном сварочном токе, но повышенной скорости ведения сварки. Случаи разные, а результат один: недостаток подводимой энергии. В первом случае из-за малого тока, во втором случае из-за малого промежутка времени на прогрев.
Тугоплавкие оксиды
Если ошибиться с режимом сварки, можно создать условия, при которых шлаки и оксиды не успеют выйти на поверхность в процессе остывания. В таком случае они остаются внутри металла, создавая неметаллические включения, и по аналогии с газовыми включениями создают недопустимую пористость.
Этим дефектом особенно грешат легированные стали.
Неправильное положение электрода
Большое значение для получения хорошо проваренного шва имеет угол наклона электрода и равномерное ведение его по шву. Кроме этого, элекрод необходимо вести строго по линии шва. В противном случае произойдет уход электрода от оси стыка и неравномерный прогрев свариваемых кромок. Результатом станет непровар одной из кромок.
При сварке угловых швов необходимо также придерживаться рекомендованных углов наклона электрода.
При сварке в симметричную «лодочку» электрод ведут под углом в 45 градусов. Линия электрода как бы становится биссектрисой свариваемого угла. Несимметричная лодочка варится под углами 30 и 60 градусов. Иногда к неправильному углу ведения электрода добавляется увеличенный диаметр электрода или другая полярность, что увеличивает вероятность попадания шлака между кромками.
Некачественная разделка кромок
Под качественной разделкой следует понимать тщательное соблюдение геометрии разделки кромок с последующей зачисткой от ржавчины и грязи. Если плоскости соединения не будут параллельными, то это гарантированно станет причиной непровара. К таким же последствиям приведет перекос или смещение кромок.
Исправление дефектов сварки — распространенные методы

Дефе́кты сварны́х соедине́ний — любые отклонения от заданных нормативными документами параметров соединений при сварке, образовавшиеся вследствие нарушения требований к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Разновидности сварочных ошибок
Изъяны сварных швов делятся на два типа: наружный и внутренний. Их названия отражают суть этих понятий. Наружные изъяны находятся на поверхности соединения.
Они обнаруживаются без дополнительных приспособлений, простым осмотром. Внутренний тип недочетов сварки внешне не заметен.
Такие изъяны находятся внутри соединения. Для их обнаружения и исправления нужно дополнительное оборудование.
Причины возникновения дефектов
Есть два типа факторов, влияющих на качество сварочных работ:
 Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.- Субъективные — зависящие от исполнителей. Причем к исполнителям следует относить не только рабочих, выполняющих сварку, но и технологов, которые несут ответственность за правильность параметров технологического процесса, верный выбор оборудования и режимов сварки.
 Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.Основными субъективными причинами возникновения дефектов сварочных швов являются:
- ошибки при подготовке свариваемых поверхностей;
- применение инструмента, отличного от указанного технологом;
- неисправность сварочного инструмента;
- малый опыт работы и низкая квалификация сварщика;
- отступление от требуемых режимов сварки.
Наружные изъяны
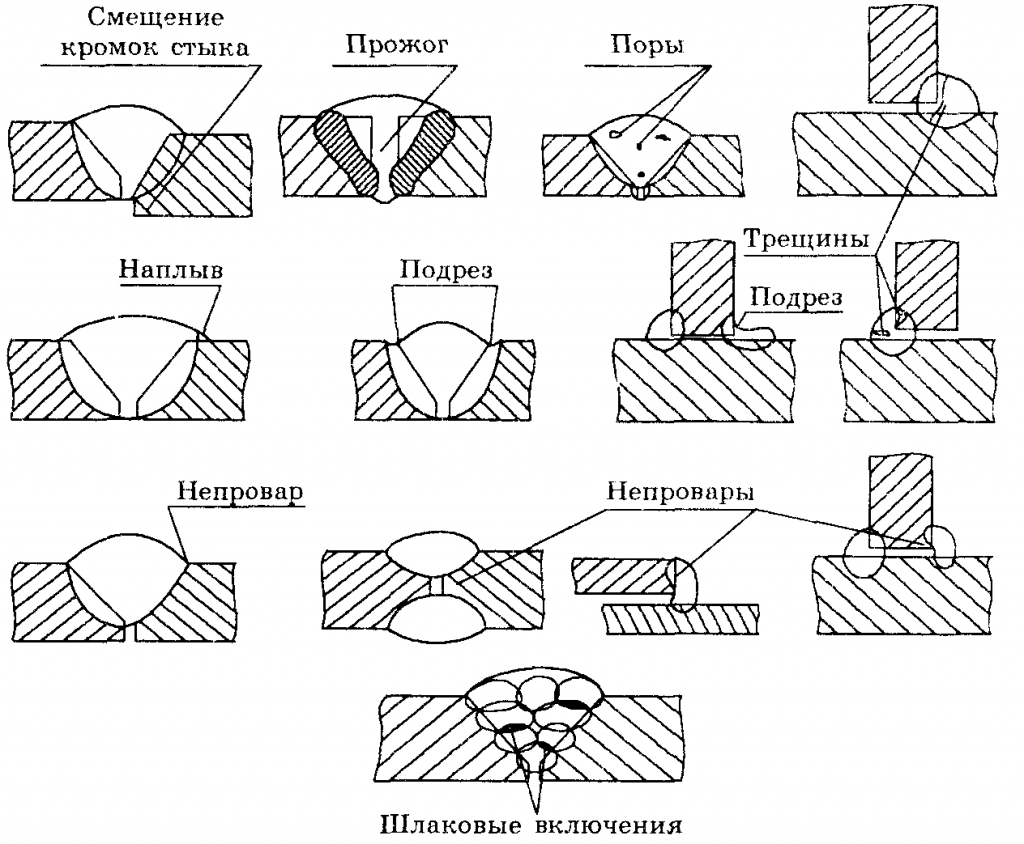
Непровары

Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы

Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы

Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Второй причиной может служить завышенная сила тока. Швы с такими изъянами непрочные и не герметичные, что будет ключевым моментом в сваривании труб или резервуаров.
Для защиты от прожогов снижается значение силы тока, и увеличивается скорость сварки. Значение также имеет правильность разделки кромок. Начинающему сварщику в этом помогут практические занятия и наработка опыта.
Сварка алюминия требует наиболее точного соблюдения этих показателей.
Кратеры

Кратеры – это углубления в полотне шва, которые появляются в результате резкого обрыва дуги. Несмотря на маленький размер, они могут сильно повлиять на надежность соединения.
Предотвратить их появление можно применением в работе специальных режимов. Они представляют собой функцию понижения силы тока в момент отрыва, что защищает от образования кратера.
У более старых моделей оборудования такой функции нет, поэтому плавность отрыва регулируется вручную.
Классификация по геометрии
Классификация дефектов изложена в ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения», а также в ГОСТ Р ИСО 6520-1-2012 «Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением», которые соответствуют стандарту ISO 6520.
Дефекты соединений при сварке разделяются на шесть групп:
- Трещины — несплошности, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок.
- Полости и поры — несплошность произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов.
- Твёрдые включения — твёрдые инородные вещества металлического или неметаллического происхождения в металле сварного шва.
- Несплавления и непровары — отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва.
- Нарушение формы шва — отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения.
- Прочие дефекты — все дефекты, которые не могут быть включены в перечисленные выше группы.
Трещины

Зоны сварного соединения:
Основной металл — светло серый
Зона термического влияния — серый
Металл сварного шва — тёмно серый
Трещины возникающие в соединениях при сварке могут располагаться в металле сварного шва, в зоне термического влияния, в основном металле.
В зависимости от ориентации трещины делятся на:
- продольные (ориентированные параллельно оси сварного шва). Преимущественно обуславливаются высокими усадочными напряжениями.
- поперечные (ориентированные поперек оси сварного шва). Как правило, образуются в результате продольной усадки металла с низкой пластичностью и, обычно, неглубоки.
- радиальные (радиально расходящиеся из одной точки)
Кроме того, отдельно выделяют следующие виды трещин:
- размещённые в кратере сварного шва
- групповые и раздельные
- групповые разветвлённые
- микротрещины, обнаруживаемые физическими методами при не менее чем 50-кратном увеличении.
Методами снижения трещинообразования при сварке являются:
- прокаливание флюсов перед сваркой;
- предварительный подогрев заготовок от 250 до 450 °С;
- сваривание в режиме с оптимальными параметрами;
- медленное охлаждение металла после сварки;
- проведение после сварки мягкого отжига для снятия остаточных напряжений.
Полости и поры
Возникновение этих дефектов преимущественно обуславливается газами, задержанными в расплавленном металле. По расположению они подразделяться на:
- равномерно распределённые по сварному шву;
- расположенные скоплением;
- расположенные цепочкой.
К полостям также относятся свищи — продолговатые трубчатые полости, вызванные выделением газа, и усадочные раковины — полости, которые образуются вследствие усадки при затвердевании. Частным случаем усадочной раковины является кратер — не заваренная усадочная раковина в конце валика сварного шва.
Твёрдые включения
Выделяют следующие виды твёрдых включений:
- шлаковые включения — линейные, разобщённые, прочие;
- флюсовые включения — линейные, разобщённые, прочие;
- оксидные включения;
- металлические включения — вольфрамовые, медные, из другого металла.
Несплавления и непровары
Выделяют следующие типы несплавлений или отсутствий соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва:
- по боковой поверхности;
- между валиками;
- в корне сварного шва.
Термином непровар или неполный провар, называют несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения, заполняя зазор между деталями.
Нарушение формы шва
К нарушениям формы шва по ГОСТ 30242-97 относятся:
- подрезы — продольные углубления на наружной поверхности валика шва.
- усадочные канавки — подрезы со стороны корня одностороннего шва из-за усадки вдоль его границы.
- превышения выпуклости стыкового и углового швов.
- превышение проплава — избыток наплавленного металла на обратной стороне стыкового сварного шва.
- неправильный профиль шва — угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
- наплав — избыток наплавленного металла шва, натёкший на поверхность основного металла.
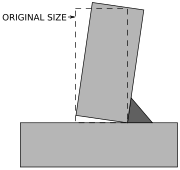
- линейное и угловое смещения свариваемых элементов — смещение между свариваемыми элементами при их параллельном расположении на разном уровне (линейное) или расположение кромок элементов под углом (угловое).
- натёк — металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натёки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
- прожог — вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия.
- не полностью заполненная разделка кромок.
- чрезмерная асимметрия углового шва — значительное превышение размеров одного катета над другим.
- неравномерная ширина шва.
- неровная поверхность.
- вогнутость корня сварного шва — неглубокая канавка со стороны корня шва, возникшая из-за усадки.
- местное повреждение металла из-за случайного зажигания дуги
- брызги металла
- поверхностные задиры — повреждения поверхности из-за удаления временно приваренного приспособления
- утонение металла
- Главная
- Новости
- Статьи
- Время сварки
- Контакты
- Сварочное оборудование
- Автоматизация и роботизация
- Галерея проектов
- Технологии
- Сварочные процессы
- Ручная дуговая сварка
- Аргонодуговая TIG сварка
- Полуавтоматическая MIG/MAG сварка
- 10 ошибок сварочного процесса и простые пути их решения
- Сварочное оборудование и материалы
- Подбор оптимального сварочного аппарата
- Как выбрать сварочный инвертор
- Как выбрать сварочный инвертор (продолжение)
- Цикл сварки, ПВ
- Сварочная горелка для полуавтомата
- Сварочные контактные наконечники и сопла для сварки
- Выбор сварочного защитного газа
- Правильный выбор сварочной проволоки
- Важное средство защиты – сварочная маска
- Сварка металлов
- Электродуговая сварка стали
- Сварка нержавеющей стали
- Сварка алюминия
- Сварка чугуна
- Сварка титана и его сплавов – технология и особенности
- Сварка меди и медных сплавов
- Автоматизация и роботизация
- Автоматизация сварки: гибкая или фиксированная система?
- Сварка балок
- 5 положений при выборе, эксплуатации и техническом обслуживании сварочного позиционера
- Задание реалистичных целей для проектов роботизированной сварки
- Роботизированная TIG сварка
- Технология тандем сварки
- Промышленные роботы. Сварочные роботы в автоматизации процессов
- Сварочные роботы и бережливое производство
- Разное о сварке
- Основные виды сварных соединений и швов
- Виды дефектов сварных швов и методы их устранения
- Электродуговая сварка труб
- Плазменная резка металла
- Индивидуальные средства защиты сварщика
- Сварочная дуга и ее характеристики
- Предназначение подающего механизма для полуавтоматической электросварки
- Контактная сварка
- Виды контактной сварки
- Устройства для ручной точечной сварки
- размер шрифта уменьшить размер шрифта увеличить размер шрифта
- 1
- 2
- 3
- 4
- 5
![]()
![]()


Прочие дефекты
К прочим, в соответствии с ГОСТ 30242-97, относятся все дефекты, не включенные в вышеперечисленные группы. Например:
1. Исправление наружных и внутренних дефектов
При обнаружении недопустимых наружных или внутренних дефектов сварных соединений их обязательно исправляют. Наружные дефекты вышлифовывают с обеспечением плавных переходов на участке выборки. Выборку можно не заваривать только в том случае, если в зоне максимальной ее глубины сохранилась минимально допустимая толщина детали. Удаление дефектов с обратной стороны шва производится по всей его длине заподлицо с основным металлом.
Если в процессе механической обработки (вышлифовывания) не удалось полностью исправить наружные дефекты, то их следует полностью устранить как недопустимые внутренние дефекты.
Подповерхностные и внутренние дефекты (дефектные участки) в соединениях из алюминия, титана и их сплавов исправляют только механическим способом — вышлифовыванием абразивным инструментом, обработкой резанием или вырубкой с последующим зашлифовыванием. В ряде случаев в конструкциях из стали допускается удаление дефектных участков воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки абразивными инструментами. Детали из углеродистых и кремнемарганцовистых сталей необходимо зашлифовывать до полного удаления следов предыдущей обработки.
Исправлять дефекты подваркой в зоне выборки (рис. 1) в сварных соединениях, подлежащих обязательной термической обработке и выполненных из легированных и хромистых сталей, следует после высокого (при температурах 450 … 650 °С) их отпуска (промежуточного или окончательного) за исключением отдельных случаев, оговоренных в технологической документации.
Рис. 1. Форма разделки шва при выборке внутреннего дефекта
При исправлении дефектных участков целесообразно соблюдать определенные условия. Длина исправляемого участка должна быть на 10 … 20 мм больше длины дефекта с каждой стороны. Ширина выборки должна быть такой, чтобы ширина шва, получаемого после подварки, не превышала его двойную исходную ширину. Форма и размеры подготовленной под подварку выборки должны обеспечивать возможность надежного провара. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При подварке дефектного участка следует перекрывать прилегающие участки основного металла.
В сварных швах со сквозными трещинами перед подваркой требуется зачистить поверхности детали вдоль трещины (рис. 2, а) и просверлить отверстия на расстоянии 10 мм от концов этой трещины (рис. 2, б) в целях предотвращения ее распространения. Затем нужно произвести разделку трещины в соответствии с рис. 2, в, после чего проварить дефектный участок на полную глубину.
Подварку дефектного участка осуществляют одним из способов сварки плавлением (ручной дуговой, дуговой в защитном газе и т. д.).
Исправленные швы сварных соединений следует повторно проконтролировать в соответствии с требованиями, предъявляемыми к качеству конструкции.
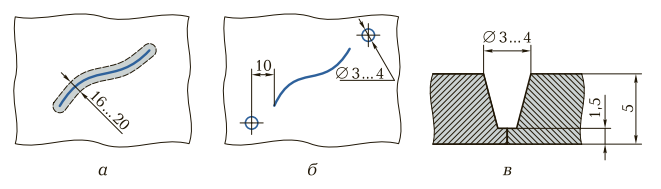
Рис. 2. Схемы подготовки сквозной трещины к подварке: а — зачистка поверхности детали вдоль трещины; б — сверление отверстий на расстоянии от концов трещины; в — разделка сквозной трещины
Если при этом вновь будут обнаружены дефекты, то их необходимо повторно исправить с соблюдением определенных требований. Число исправлений одного и того же дефектного участка, зависящее от категории ответственности конструкции, как правило, не превышает трех.
Топ ошибок из-за которых получается непровар при сварке
Офицальный представитель
Made in Germany
Статьи о сварке
Читайте также.
Рассылка новых материалов
ПОДПИСЫВАЙСЯ вКонтакте!
10 ошибок сварочного процесса и простые пути их решения
 Ошибки в сварочном процессе не являются редкостью, и многие из них могут иметь значительное влияние на качество, производительность и авторитет компании производителя.
Ошибки в сварочном процессе не являются редкостью, и многие из них могут иметь значительное влияние на качество, производительность и авторитет компании производителя.
Пристальное внимание на долгосрочную перспективу, в отличие от ежеминутной экономии, является одним из способов, чтобы помочь избежать дорогостоящих ошибок.
Не зависимо, какой применяется процесс сварки – MIG или TIG, тщательно подбирая сварочное оборудование, горелки и материалы можно добиться значительной экономии на расходах.
Так как существует множество факторов, требующих постоянного контроля – оборудование, сварочный процесс, металл и расходные материалы – неизбежно, что ошибки будут происходить в большинстве сварочных работ, каждый день.
Бывают ошибки и по причине человеческого фактора, например, сварщик может установить на источнике питания или механизме подачи проволоки неверные параметры или неправильно установить сварочную горелку. Но есть и другие ошибки, которые могут возникнуть в сварочном процессе ежедневно – те ошибки, которые многие компании производители делают, даже не осознавая это.
Ошибка № 1: Использование устаревшего сварочного оборудования и технологий
Очень важно для компаний, которые стремятся быть конкурентоспособными – использовать лучшее оборудование для работы. Использование старых источников питания, сварочных аппаратов, полуавтоматов и устройств подачи проволоки может вызвать проблемы с качеством, не говоря уже о простоях и дополнительных затратах на устранение проблем, которые неизбежно возникают от использования устаревшего оборудования и технологий.
Вместо этого, компаниям следует рассмотреть вопрос о новых сварочных технологиях, существующих в этой области, признавая их преимущества в плане улучшения качества сварного шва и повышения производительности. В большинстве случаев новое оборудование может обеспечить компаниям быстрый возврат инвестиций и более долгосрочные сбережения – в относительно короткий срок окупаемости.
Новые технологии часто предлагают такие преимущества, как снижение энергопотребления, высокие скорости сварки, сокращение времени на подготовку перед сваркой и быстрое обучение операторов работе на оборудовании. Все из этих преимуществ в конечном итоге складываются в увеличение производительности труда. Выполнение тщательного экономического анализа, перед тем, как покупать новое оборудование может помочь компаниям оценить их потенциальную отдачу от инвестиций, а также оправдать капитальные расходы.
Ошибка № 2: Использование неправильной сварочной горелки
Использование сварочной горелки слишком слабой или рассчитанной на слишком большие силы тока – может привести к лишним расходам.
В основном сварщики редко проводят весь день в процессе сварки, так как есть временные простои для подготовки к сварке, смену сварочной проволоки, газа, расходных частей горелки. По этой причине можно использовать сварочную горелку с меньшим рабочим циклом или рассчитанную на небольшие силы тока. Например, использование сварочной горелки на 300 Ампер вместо горелки, рассчитанной на 400 Ампер, может обеспечить сварщика большей маневренностью и уменьшить усталость. Сварочные горелки на меньшие токи, стоят, как правило, дешевле.
И, наоборот, на операции, которые требуют более длительного периода сварки, важно использовать сварочную горелку, рассчитанную на более высокие силы тока. Покупка слишком легкой сварочной горелки в этой ситуации может привести к её перегреву и преждевременному выходу из строя и дополнительным расходам. Компании в этом случае должны проконсультироваться с поставщиком сварочных горелок для рекомендаций их применения.
Ошибка № 3: Неправильное хранение сварочных материалов
Хранение сварочных материалов (проволока, электроды и т.п.) в местах, где они склонны к накоплению влаги и воздействию других загрязняющих веществ (например, грязи, масла или жира) может иметь негативное влияние на производительность сварки. Для предотвращения этого, требуется хранить материалы в сухом, чистом месте с относительно постоянной температурой, пока они не будут готовы к использованию.
Катушки с проволокой, которые хранятся в механизме подачи проволоки сварочного полуавтомата в течение длительного периода должны быть закрыты надежно пластиковой крышкой или удалены из устройства подачи проволоки и помещены для хранения в оригинальную упаковку. Механизм подачи проволоки можно также защитить от загрязнения. Такие меры предосторожности от загрязнений, в результате которых можно значительно улучшить качество сварного шва и избежать дефектов.
Ошибка № 4: Неправильная температура подогрева и температура металла во время процесса сварки
Это не редкость для многих компаний – подогреть металл слишком мало или пропустить эту процедуру вообще. Тем не менее, подогрев изделия является одним из факторов, сдерживающих появление трещин в сварном шве, так как он замедляет скорость охлаждения после сварки. Материал, тип соединения и толщина свариваемого материала определяет необходимость предварительного прогрева и промежуточную температуру во время сварки. Эти требования могут быть найдены в карте технологического процесса, нормативах или других документах.
Сварка должна начинаться в то время когда материал достиг требуемой температуры предварительного нагрева. Также необходимо учитывать, что промежуточное (при многопроходной сварке – между проходами) охлаждение ниже требуемой температуры также может привести к растрескиванию.
Ошибка № 5: Игнорирование профилактического обслуживания
Профилактическое обслуживание сварочного оборудования часто упускается из виду, но оно имеет решающее значение для предотвращения незапланированных простоев и поддержания низких затрат на ремонт. Хорошо выполняемая программа профилактического обслуживания также может помочь повысить производительность труда, увеличить срок службы.
Компании, использующие сварочное оборудование, должны разработать регулярный график проверки источников питания, механизмов подачи проволоки и сварочных горелок во время запланированных простоев в производстве. Между рабочими сменами часто достаточно времени для выполнения таких проверок. Необходимо проверить расходные части горелки: контактные наконечники на предмет износа и сопло на предмет налипания на них брызг – замена этих компоненты по мере необходимости – также является важной частью эффективной программы профилактического обслуживания.
Ошибка № 6: Несоответствия используемого защитного газа
Использование правильного типа защитного газа может помочь компаниям предотвратить дефекты сварки, минимизировать сварочные брызги и сократить расходы на доработку после зачистки. Защитные газы также определяют характеристики дуги и глубину проплавления. Например, углекислый газ (CO2) обеспечивает хорошее проплавление, но он склонен к образованию брызг во время сварки и имеет менее стабильную дугу, чем при использовании сварочных смесей с аргоном.
Сварочная смесь аргона с углекислотой (82% аргона /18% CO2) являются лучшим выбором для сварки углеродистых сталей. Эти смеси могут быть использованы в качестве защитного газа при сварке со струйным переносом в целях повышения скорости осаждения и выделяют меньше брызг. Для сварки нержавеющих сталей предпочтительна сварочная защитная смесь 98% аргона /2% CO2, а для сварки TIG любых металлов – 100% аргон (или смесь его с гелием). При помощи использования правильных защитных газов можно повысить скорость сварки, качество сварного шва и характеристики дуги.
Для обоих процессов (MIG/MAG и TIG) компании должны покупать защитные газы у авторитетных дистрибьюторов, чтобы быть уверенными, что она соответствует требованиям чистоты для их применения. Вся система подачи газа должна быть свободной от загрязнений, которые могут попасть в сварочную ванну. Также сварщики должны использовать правильный расход защитного газа. Слишком малый поток газа не будет должным образом защищать расплавленную сварочную ванну, в то время как слишком большой поток может привести к турбулентности и аспирации воздуха в сварочную ванну. Защита сварочной ванны от сквозняков также является критическим фактором для получения качественного сварного шва.
Ошибка № 7: Закупка сварочных материалов только исходя из их низкой стоимости
В связи с изначальной экономией, искушение для компаний может быть достаточно большим, чтобы приобрести дешевые сварочные материалы материалы (проволока, электроды и т.п.). Тем не менее, это может часто приводить к большим долгосрочным затратам и низким уровнем производительности. Например, это не редкость, когда возникают простои, связанные с плохой подачей проволоки из-за нерядной и неравномерной её намоткой, непостоянного диаметра сечения. А также чрезмерного разбрызгивания и дефектов сварного шва при использовании проволоки низкого качества.
Компании могут тратить слишком много дополнительных затрат, влияющих на себестоимость конечного продукта, таких как применение средств против брызг, шлифовку сварных швов после сварки и переделок. По этой причине, важно смотреть на общую стоимость использования определенных материалов, в отличие от удельных затрат. Если применение материалов, которые дороже, но и выше качеством может свести к минимуму расходы на оплату труда и обеспечить более высокое качество сварного шва и большую производительность, то высокие первоначальные затраты на сварочные материалы имеют смысл в долгосрочной перспективе.
Ошибка № 8: Неправильная подготовка сварного шва
Пропуск операции подготовки свариваемых поверхностей перед сваркой может привести к дефектам, переделкам или ремонту шва в конечном итоге. Сварщики должны всегда заботиться, чтобы очистить поверхности металла перед сваркой для предотвращения загрязнений, таких как ржавчина, пыль, масло или жир. Аналогичным образом, мониторинг собранного соединения является важной частью перед сваркой. Сварщики должны тщательно оценить сварные соединения на отсутствие чрезмерных зазоров, так как они могут привести в будущем к дефектам, таким как прожоги или деформации. Это применимо для всех материалов, но особенно относится к сварке алюминия или нержавеющей стали. Зажим и крепление изделие в правильное положение перед сваркой также является хорошей практикой для защиты материалов от коробления, таких как нержавеющая сталь.
Ошибка № 9: Отсутствие своевременной замены расходных частей сварочных горелок
Это не редкость для компаний – не обращать внимания на своевременную замену расходных частей сварочных горелок. К сожалению, эта оплошность может привести к множеству проблем, в том числе незапланированных простоев для исправления и доработки сварных дефектов, вызванных низкой производительностью контактного наконечника, сварочного сопла или канала в горелке. Сварщики всегда должны уметь выбрать соответствующее газовое сопло для обеспечения хорошего потока защитного газа, правильно обрезать и установить каналы для проволоки в горелке в соответствии с рекомендациями завода-изготовителя, и выбрать контактный сварочный наконечник, который соответствует диаметру сварочной проволоки.
Как и со сварочными материалами, компании должны также избегать соблазна купить дешевые, низкокачественные расходные материалы. Они обычно служат не так долго, что приводит к частым простоям, связанным с их заменой и высоким затратам в конечном итоге из-за уменьшения производительности работ.
Ошибка № 10: Экономия на обучении персонала
Как и в других частях сварочного процесса, инвестиция времени и денег в обучение может принести значительные долгосрочные выгоды для компании. Это не только может принести пользу оператору в знании процесса сварки и настройки оборудования, но во многих случаях обучение также может помочь оптимизировать операции сварки для получения большей эффективности. Даже больше, надлежащая подготовка персонала может дать компании конкурентное преимущество над теми, кто использует менее квалифицированную рабочую силу. Это способствует большей совместной работе между сотрудниками.
Как правило, возможности обучения доступны через поставщиков сварочного оборудования и производителей материалов. В некоторых случаях, работа с местными училищами и колледжами, позволяет компаниям получать сварочных операторов и техников, которые уже прошли подготовку для работы на предприятиях компаний с требуемыми им задачами.
Выводы
Создание ошибок является частью человеческой природы, но при тщательном рассмотрении сварочного процесса, легко избежать некоторых наиболее распространенных из них. Проведение анализа по получению долгосрочных сбережений, по сравнению с сокращением сиюминутных расходов, является особенно хорошим способом избежать ошибок, которые могут привести к чрезмерным простоям, вопросам качества или снижения производительности. И это также может иметь отличное воздействие на авторитет компании.





